Remarque importante : Avec plus de 30 années de production et 8 135 424 exemplaires assemblés toutes versions confondues, la 4L a énormément évolué entre 1961 et 1992. Afin de s'y retrouver dans les différents tutoriels une frise chronologique est placée au début de chaque article indiquant quels modèles ou quelles années de production y sont traités (cf. exemples ci-contre). Pour les modèles de 4L les plus anciens je vous invite à aller faire un tour sur le blog de Wirehead, où les articles correspondent à une 4L de 1965.
Plaques constructeur et identification des Renault 4
Avant-propos : Au cours des 30 années de production de la Renault 4 (à deux ou trois vaches près), les plaques constructeurs ont régulièrement été modifiées passant d'une plaque ovale + une plaque losange à une plaque ovale + une plaque rectangulaire pour enfin finir par une plaque unique (intégrant la plaque ovale). Les informations dispensées par ces plaques ont elles aussi évoluées au cours des années et pouvaient varier en fonction de la provenance ou de la destination du véhicule. Ne vous étonnez donc pas si votre (vos) plaque(s) constructeur ne reprennent pas toutes les informations décrites ci-dessous.
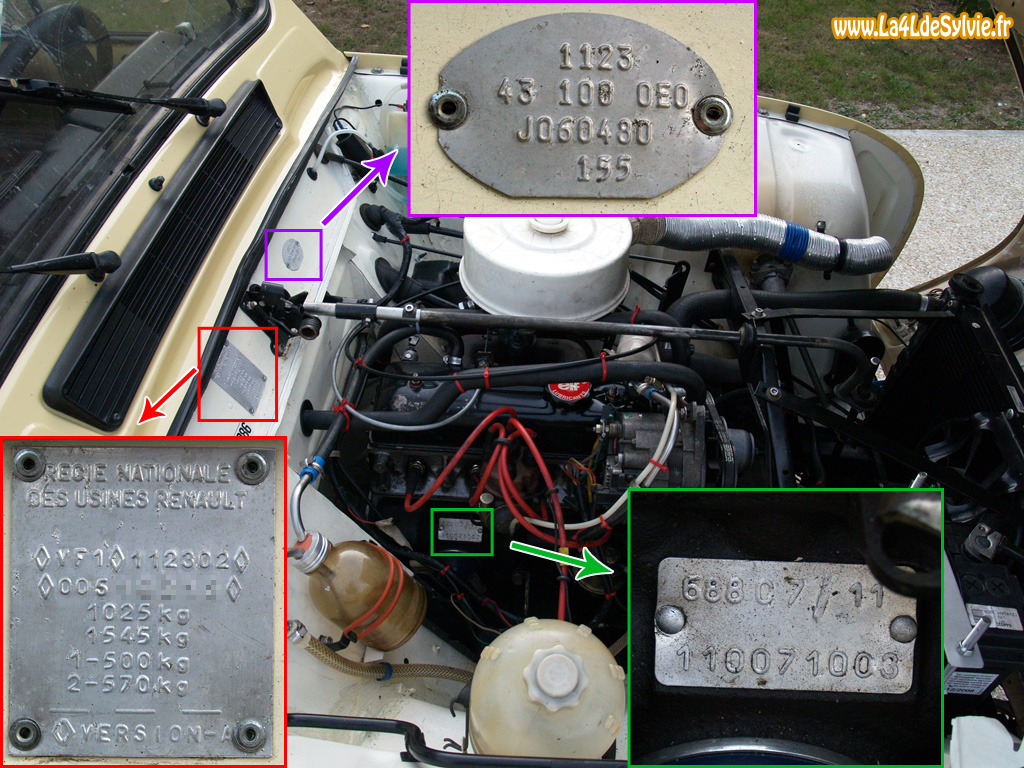
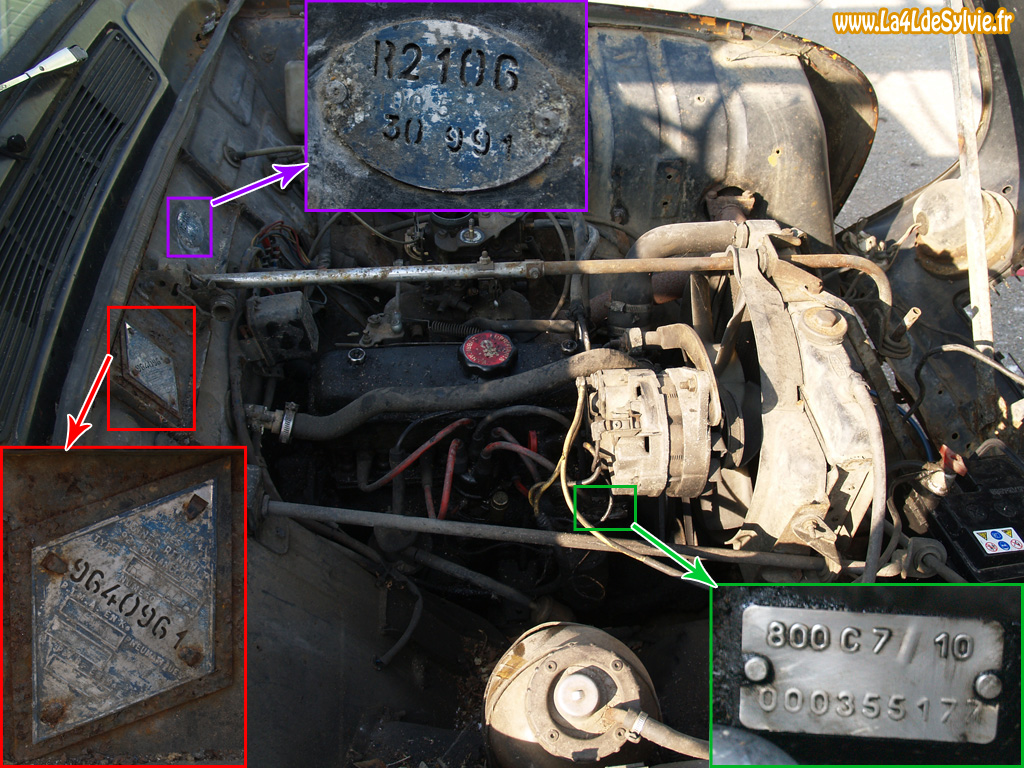
Où trouver les plaques constructeurs et numéro de série sur une Renault 4?
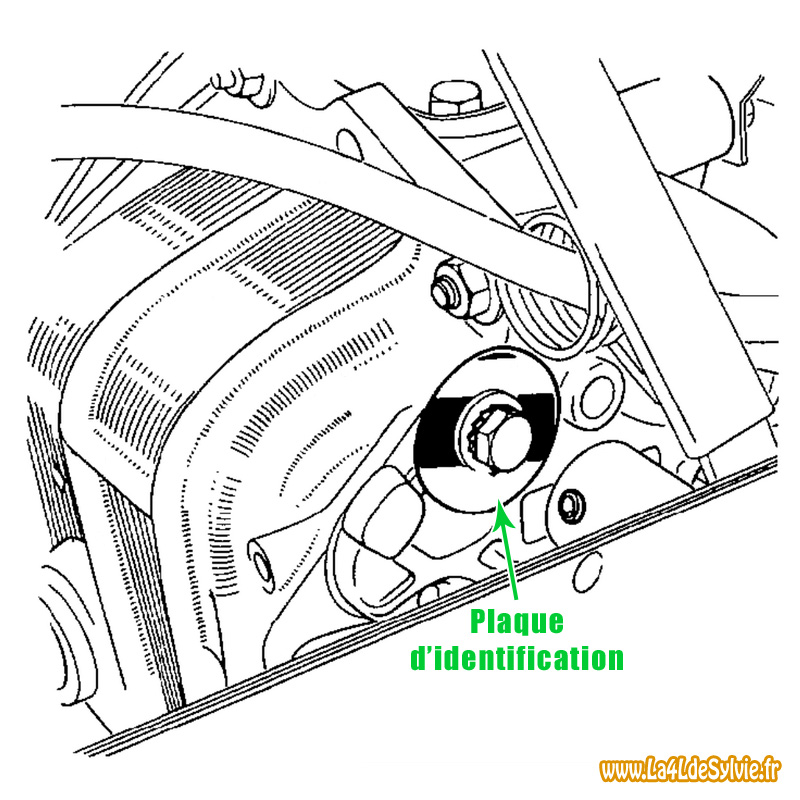
- Les plaques constructeur du véhicule se situent sur le tablier à coté du système de fermeture du capot - La plaque d'identification du moteur est rivetée sur le moteur (coté passager)
Le numéro de série frappé à froid du véhicule est situé sur la traverse centrale du châssis coté passager.
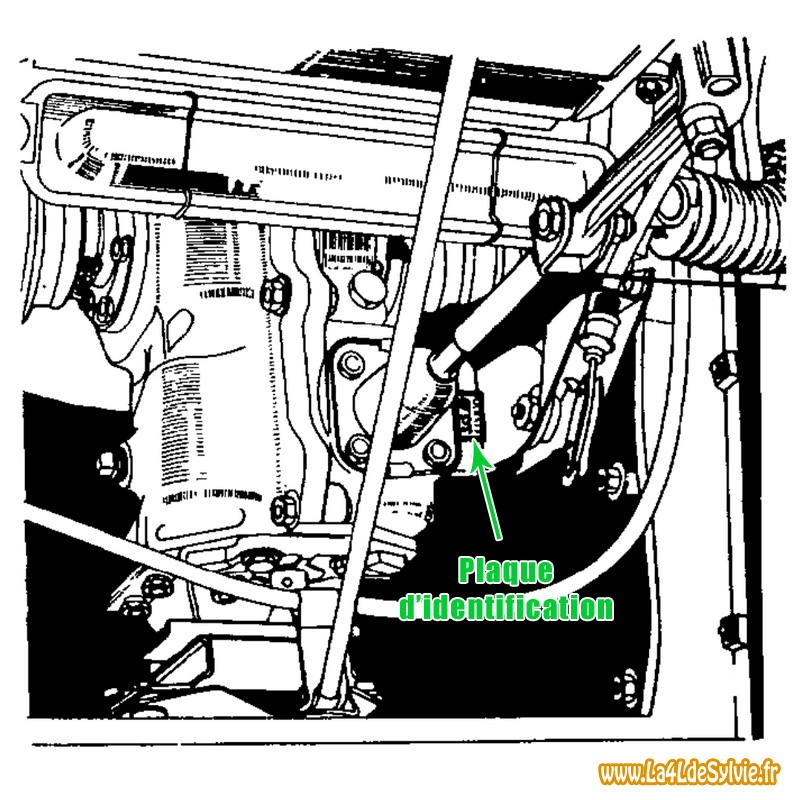
La plaque d'identification de la boite de vitesse est fixée sur la boite de vitesse (l'emplacement de la plaque dépendra du modèle de la boite).
Informations contenues dans les plaques constructeur
Plaque losange :
1 - Type du véhicule 2 - Numéro dans la série du type 3 - Poids Total Maxi Autorisé en charge 4 - Poids Total Roulant Autorisé 5 - 2 derniers chiffres de l'année du modèle à partir des modèles 1974 (pour certains pays seulement)
Plaque ovale :
1 - Type du véhicule 2 - Seulement à partir des modèles 1973 : le 1er chiffre indique la boite de vitesse, le 2ème chiffre indique la particularité (niveau de présentation) 3 - Équipement de base suivant le pays (voir tableau ci-dessous) 4 - Seulement à partir des modèles 1973 : les équipements complémentaires en option (lunette arrière dégivrante,...) 5 - Numéro de fabrication (le cas échéant la lettre au début indique l'usine de fabrication) 6 - 4 chiffres ⇒ Année du modèle (pour certains pays seulement) 3 chiffres ⇒ Référence peinture
Bonnes routes
Mauvais routes
Équipements spéciaux
Direction
Direction
Direction
A gauche
A droite
A gauche
A droite
A gauche
A droite
Jusqu'aux modèles 1971
Série 100
Série 700
Série 200
Série 800
Série 500
Série 600
A partir des modèles 1971
Série 100
Série 600
Série 200
Série 700
Série 500
Série 800
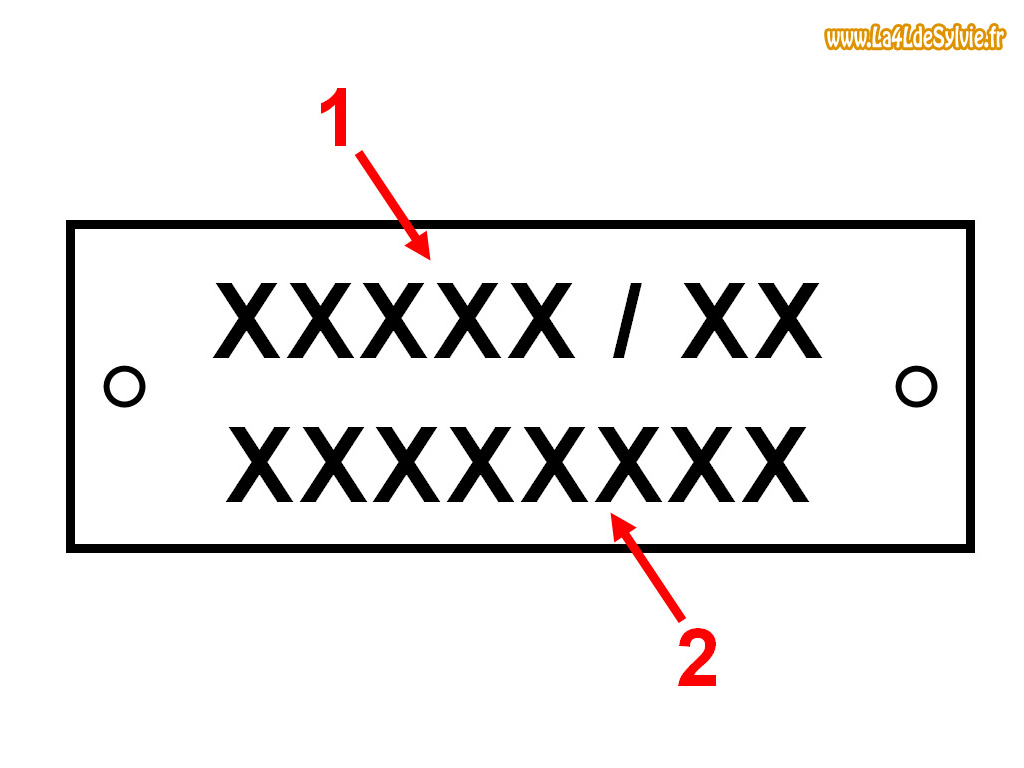
Plaque rectangulaire :
1 - Type du véhicule 2 - Numéro dans la série du type 3 - Poids Total Maxi Autorisé en charge 4 - Poids Total Roulant Autorisé 5 - Poids Total Maxi Autorisé en charge sur l'essieu avant 6 - Poids Total Maxi Autorisé en charge sur l'essieu arrière 7 - Année de fabrication du véhicule (le cas échéant)
Plaque unique :
1 - Type du véhicule 2 - Numéro dans la série du type 3 - Poids Total Maxi Autorisé en charge 4 - Poids Total Roulant Autorisé 5 - Poids Total Maxi Autorisé en charge sur l'essieu avant 6 - Poids Total Maxi Autorisé en charge sur l'essieu arrière 7 - Type du véhicule 8 - 1er chiffre indique la boite de vitesse, le 2ème chiffre indique la particularité (niveau de présentation) 9 - Équipement de base suivant le pays (voir tableau plus haut) 10 - Équipements complémentaires en option (lunette arrière dégivrante,...) 11 - Code sellerie 12 - Code d'identification de la peinture 13 - Niveau d'équipement 14 - Numéro de fabrication (une lettre pour l'usine de fabrication puis le numéro de série)
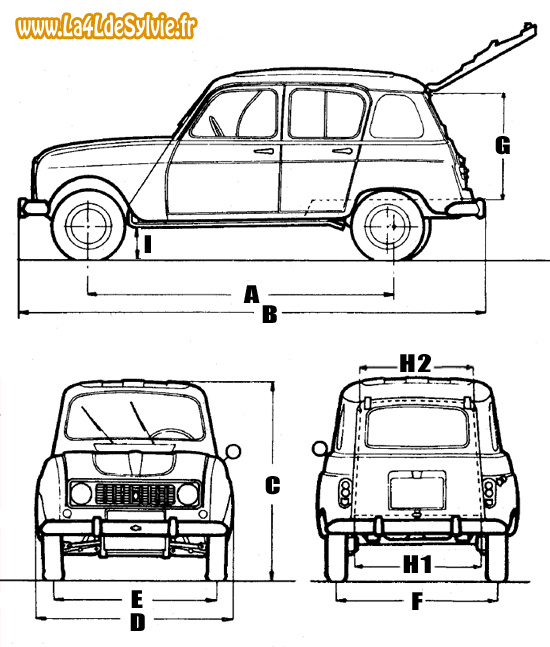
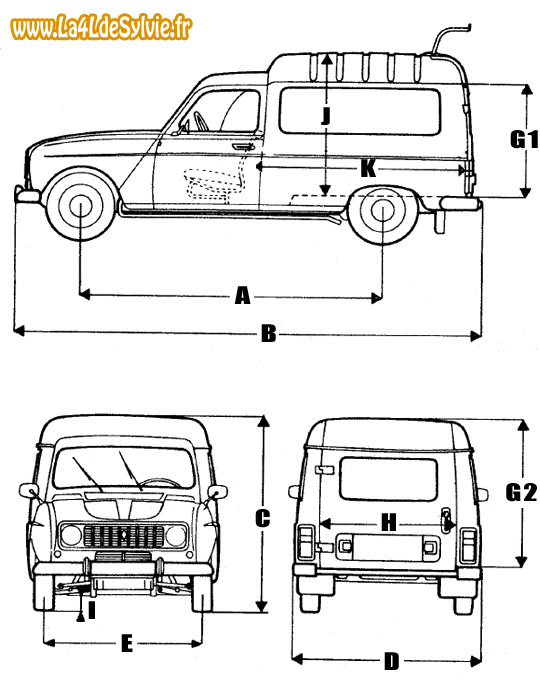
- Banquette arrière et tablette arrière en position normale : de 255 à 295 dm3 (en fonction des modèles) - Banquette arrière rabattue (le cas échéant) : de 950 à 1185 dm3 (en fonction des modèles)
A vide ----------------------- En charge -------------------
1,720 m 1,620 m
D
--------------------------------
1,543 m
E
--------------------------------
1,279 m
F
--------------------------------
1,244 m
G
--------------------------------
1,100 m
H
--------------------------------
1,010 m
I
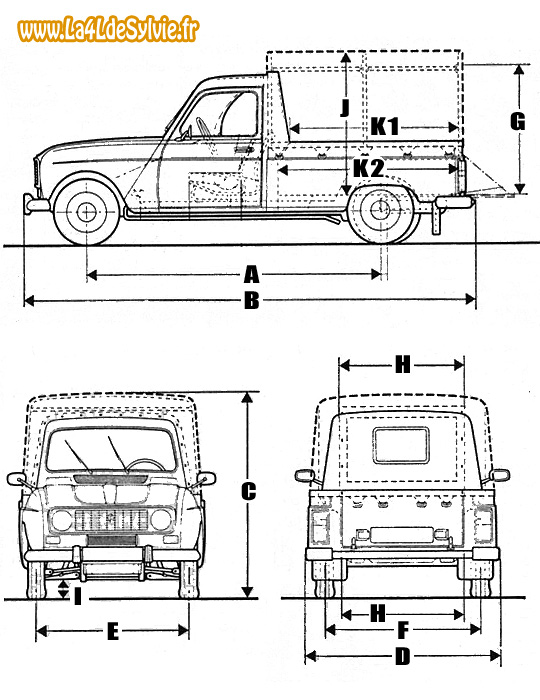
En charge sous la barre anti-roulis -------------------
0,140 m
J
--------------------------------
1,200 m
K1
--------------------------------
1,475 m
K2
--------------------------------
1,575 m
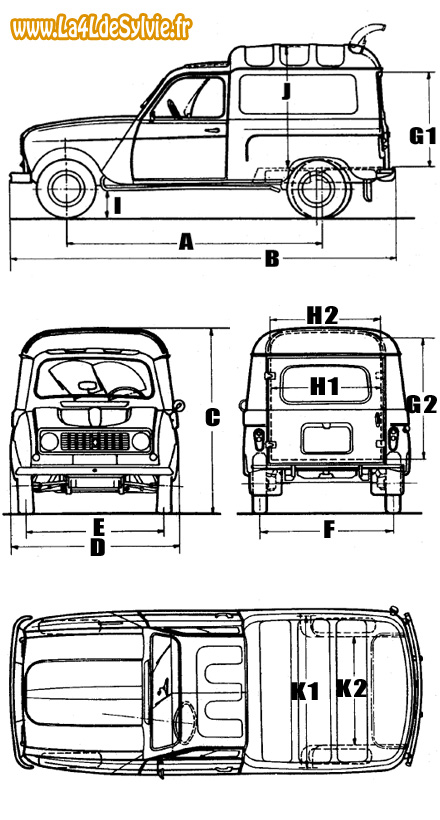
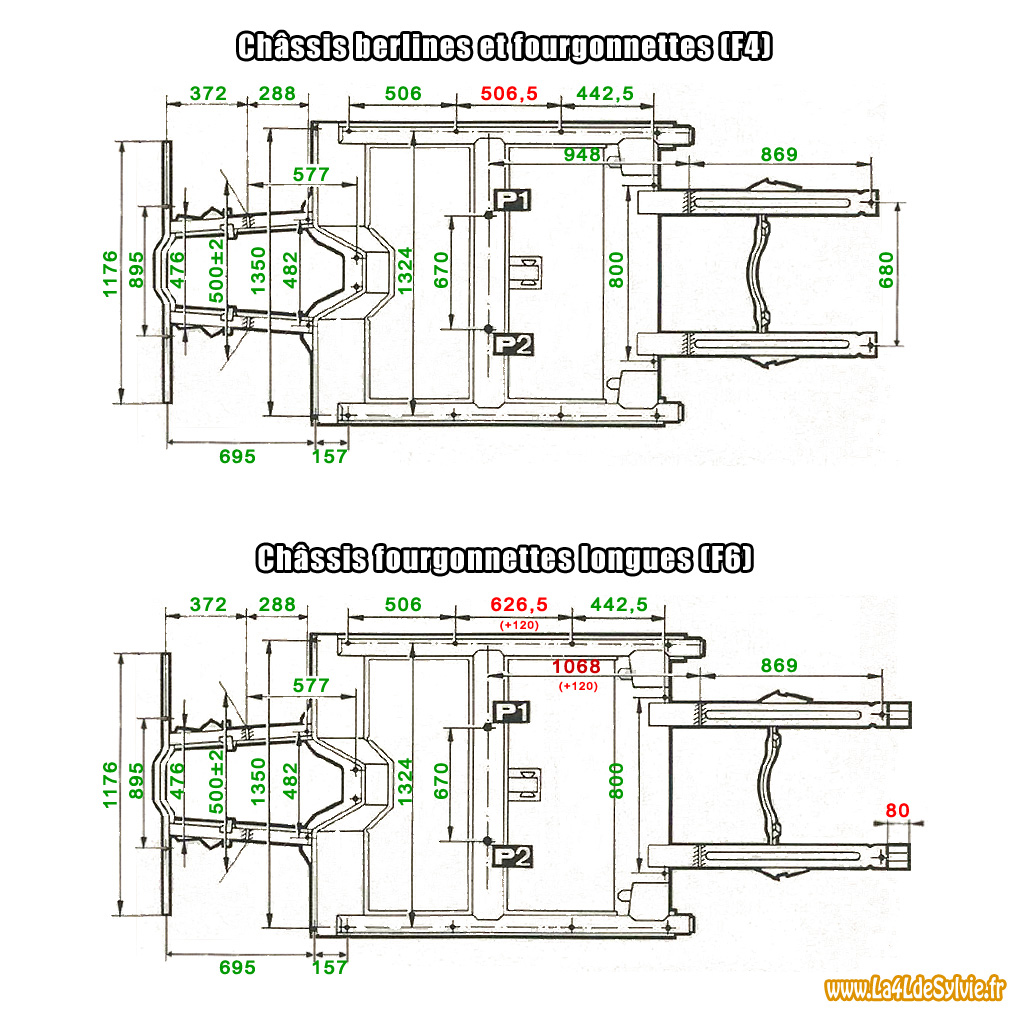
Dimensions du châssis :
On peut noter 2 modification majeurs au niveau des châssis de 4L de série* : - la modification de la traverse avant lors de la mise ne place des premières boites de vitesse à 4 rapports en 1967 : l'ancienne traverse était plate et la nouvelle comporte un bossage vers l'avant pour accueillir les nouvelles boites plus longues de quelques centimètres. - le rallongement de la plateforme en 1975 pour les fourgonnettes longues : la partie arrière de la plateforme est rallongées de 12 cm et les brancards arrière sont allongés de 8 cm (les côtes modifiées sont en rouge sur le schéma ci-dessous). La longueur hors tout de la fourgonnette longue passe donc à l'époque de 3,65 m à 3,85 m.
Avant propos : A force de faire des recherches pour l'écriture de mes articles j'ai fini par me faire mes propres fiches compilant quelques données techniques principales sur les Renault 4. Notez bien que certaine donnée peuvent être légèrement erronées (genre une année de fabrication manquante pour tel modèle, oubli d'une motorisation pour tel autres...) car même si je me suis appuyé sur de nombreux documents pour écrire cet article (3 RTA différentes, 3 manuels de réparation Renault, 2 manuels de pièces détachées, les 2 hors-séries Gazoline sur les Renault 4) certaines données ne sont pas cohérentes d'un document à l'autre et même parfois dans un même document... Je suis donc évidement ouvert à toutes remarques constructives visant à compléter et/ou corriger cet article.
En tout cas croyez bien que j'ai fait de mon mieux et que j'y ai passé du temps .
Année de production et moteur :
Ci-dessous un tableau retraçant l'historique des fabrications regroupant tous les modèles de Renault 4 (classés selon leur type) ainsi que les moteurs correspondants.
Type
1961
1962
1963
1964
1965
1966
1967
1968
1969
1970
1971
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
1985
1986
1987
1988
1989
1990
1991
1992
R1120
R4 / R4 Luxe / Export / Parisienne
680-01
680-02
R1121
R3
690
R1122
Super
680-02
R1123
R4 Luxe / Export / Parisienne / Plein-air / Super
R4 L / TL
800-01
B1B
R1124
R4 Super
800-01
R1126
R4 / R4 Export / L / TL
839-06
R1128
R4 GTL
R4 Clan
688-12
688-12 / C1E
R112C
R4 Savane
C1C
R2102
R4 fourgonnette 4 CV
680-01
680-02
R2104
Fourg.5CV
800-01
R2105
R4 fourgonnette 4 CV
680-02
R2106
R4 fourgonnette 5 CV
800-01
800-05
B1B
R2108
R4 fourgon. surélevée
813-02
R2109
R4 fourgonnette 4 CV (renommée F4 en juillet 1977)
839-06
R210B
Fourgonnette F4
688-12 / C1E
R2370
Fourgonnette longue (renommée F6 en juillet 1977)
688-11 / C1E
3C2370
F6 pick-up bachée (fabriquée par Teihlol)
688-11
R2391
R4 break vitrée 5 CV (renommée F4 en juillet 1977)
800-05
R2392
R4 break vitrée 4 CV (renommée F4 en juillet 1977)
839-06
R239B
F4 Break
C1E
R2430
Fourg. longue vitrée
688-11
⇐ Télécharger ce tableau au format pdf
Caractéristiques des moteurs :
Dans le tableau ci-dessous se trouve les caractéristiques principales des différents moteurs montés sur les Renault 4 : Cylindré, alésage, course, rapport volumétrique, puissance, régime,...
Type moteur
Cylindré (cm3)
Alésage (mm)
Course (mm)
Taux de compression (X/1)
Volume des chambres (cm3)
Puissance maxi
Couple maxi
Puissance fiscale
680-01
747
54,5
80
8,5
25
27,5ch (SAE) à 4500 tr/mn
5,6 m.kg à 2500 tr/mn
4 CV
680-02
747
54,5
80
8,5
25
30ch (SAE) à 4700 tr/mn
5,1 m.kg à 2600 tr/mn
4 CV
690-01
603
49
80
8,5
25
23ch (SAE) à 4800 tr/mn
3 CV
800-01
845
58
80
8 (7,5*)
27,3 (31*)
30ch (SAE) à 4700 tr/mn
5,9 m.kg à 2300 tr/mn
5 CV
800-02
845
58
80
8 (7,5*)
27,3 (31*)
5 CV
800-05
845
58
80
8 (7,5*)
27,3 (31*)
38ch (SAE) à 5000 tr/mn
5,9 m.kg à 3000 tr/mn
5 CV
813-02
852
61,4
72
8
28ch (DIN) à 5000 tr/min
5,6 m.kg à 2750 tr/mn
5 CV
839-06
782
55,8
80
8,5
25
30ch (SAE) à 4700 tr/mn
5,4 m.kg à 2500 tr/mn
4 CV
688-11
1108
70
72
8,3
33,8
34ch (DIN) à 4000 tr/min
7,3 m.kg à 2000 tr/mn
6 CV
688-12
1108
70
72
9,5
27,8
34ch (DIN) à 4000 tr/min
7,6 m.kg à 2500 tr/mn
4 CV
B1B-07
845
58
80
8
27,3
38ch (SAE) à 5000 tr/mn
5,9 m.kg à 3000 tr/mn
5 CV
C1E-14
1108
70
72
9,5
27,8
34ch (DIN) à 4000 tr/min
7,6 m.kg à 2500 tr/mn
4 CV
C1E-18
1108
70
72
8,3
33,8
34ch (DIN) à 4000 tr/min
7,3 m.kg à 2000 tr/mn
4 CV
C1C-08
956
65
72
8,3
35,98
34ch (DIN) à 5000 tr/min
6,2 m.kg à 2500 tr/mn
4 CV
* Pour certains équipements
⇐ Télécharger ce tableau au format pdf
Et le petit plus qui fait plaisir c'est que ces deux tableaux sont disponibles non seulement au format PDF (via le petit icône sous chacun des tableaux) mais aussi au format Excel via le lien ci-contre ⇒
Changement du joint de culasse (moteur Cléon)
Modèles concernés :Renault 4 montées avec un moteur Cléon (956 et 1108 cm3) Juin 1975 ⇒ Fourgonnette longue R2370 et break long R2430 (elles ne s'appelleront F6 qu'à partir de 1978) Janvier 1978 ⇒ 4L GTL R1128 1979 ⇒ Fourgonnette longue pick-up bâchée 3C2370 réalisée par Teilhol 1983 ⇒ Fourgonnette F4 R210B et F4 Break 239B Mai 1986 ⇒ 4L TL 112C
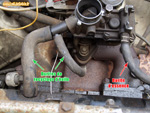
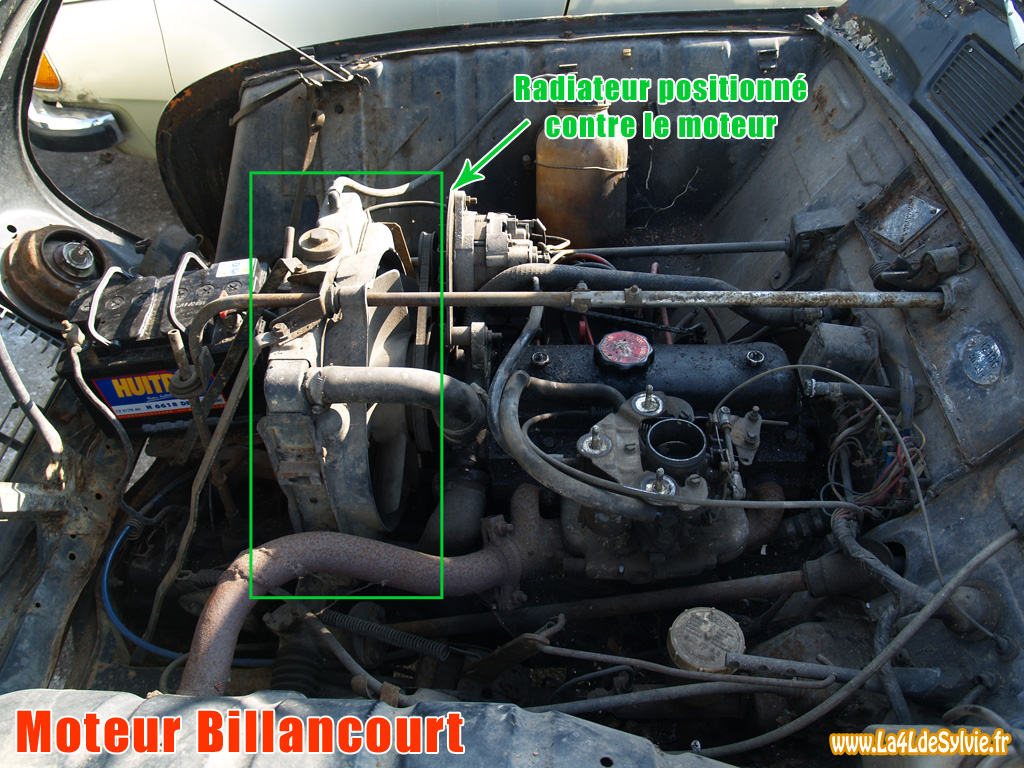
Moteur BillancourtMoteur Cléon
Il existe plusieurs méthodes pour différencier les moteurs Cléon (956 et 1108cm3) des moteurs Billancourt (747, 782 et 845 cm3) sur une 4L et à mon sens le plus simple est de se fier à la position du radiateur de liquide de refroidissement : - si le radiateur est positionné "contre" le moteur ⇒ moteur Billancourt - si le radiateur est positionné à l'avant au niveau du nez de boite ⇒ moteur Cléon
Dépose de la culasse
Préparation à la dépose de la culasse :
Attention : débrancher la batterie avant de commencer à travailler sur le moteur!
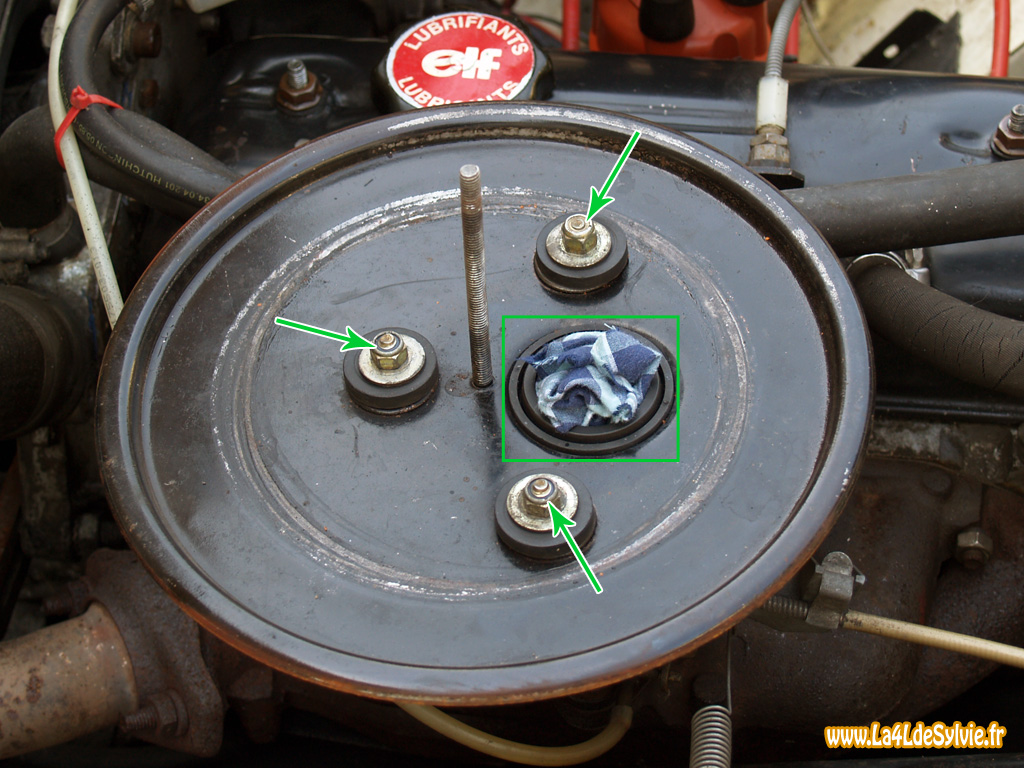
Déposer la boite à air complète (couvercle + base). Il existe plusieurs modèles différents mais la dépose n'est jamais bien compliquée. Attention : une fois le couvercle retiré, penser à boucher le carburateur afin de ne pas faire tomber quoi que ce soit à l'intérieur (genre une rondelle ou un écrou)!
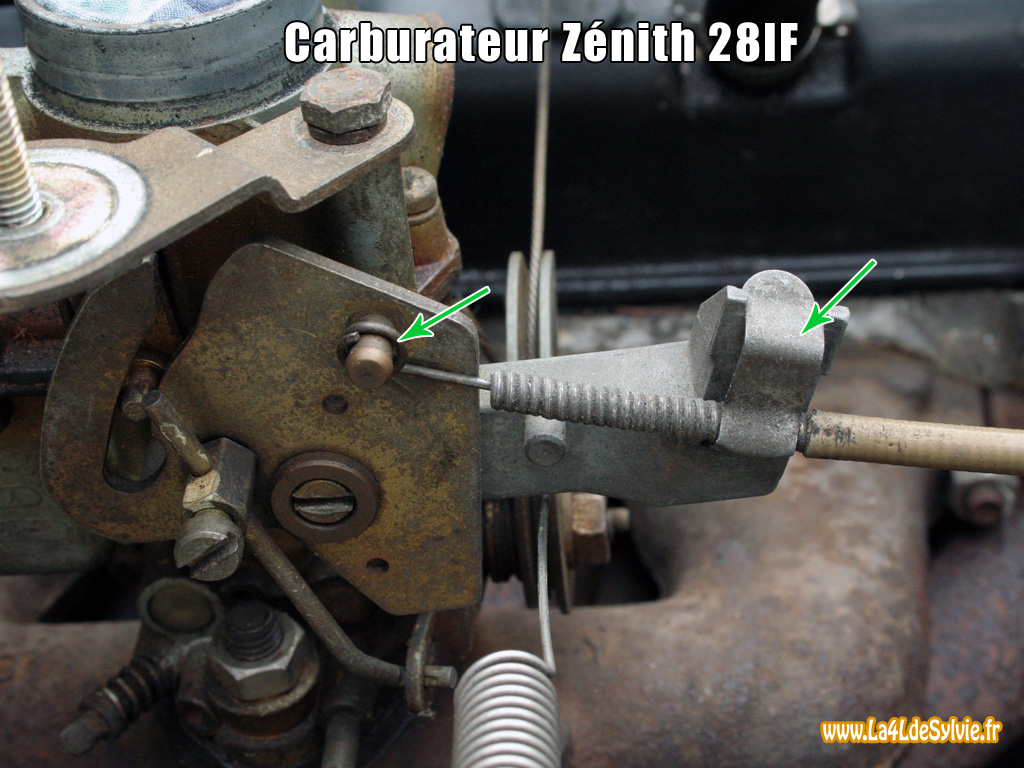
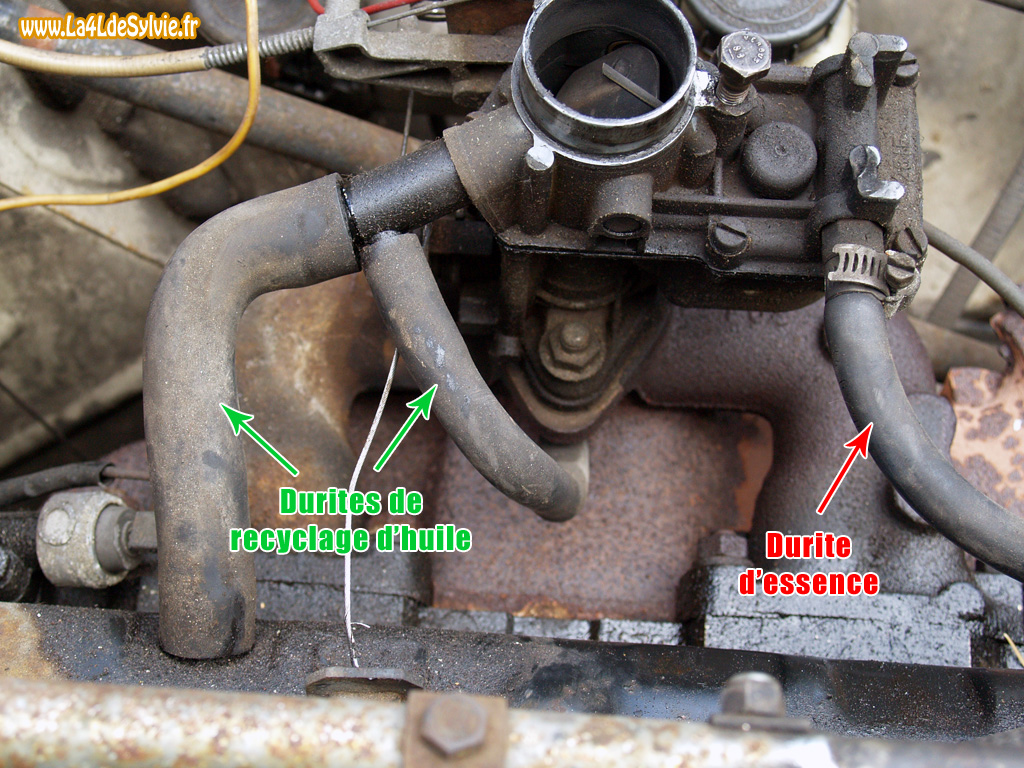
Sur le carburateur, déposer le câble d'accélérateur, le câble de starter, la durite d'arrivée d'essence et les durites de recyclage d'huile (exemple d'un carburateur Zénith 28IF sur les photos).
Désaccoupler et retirer le tube du levier de boîte de vitesse.
Désaccoupler le tube d'échappement en sortie de collecteur.
Désaccoupler les durites de refroidissement branchées sur la pompe à eau (3 au dessus et 1 en dessous).
Débrancher le fil de témoin de température de culasse.
Débrancher et retirer les fils de bougie.
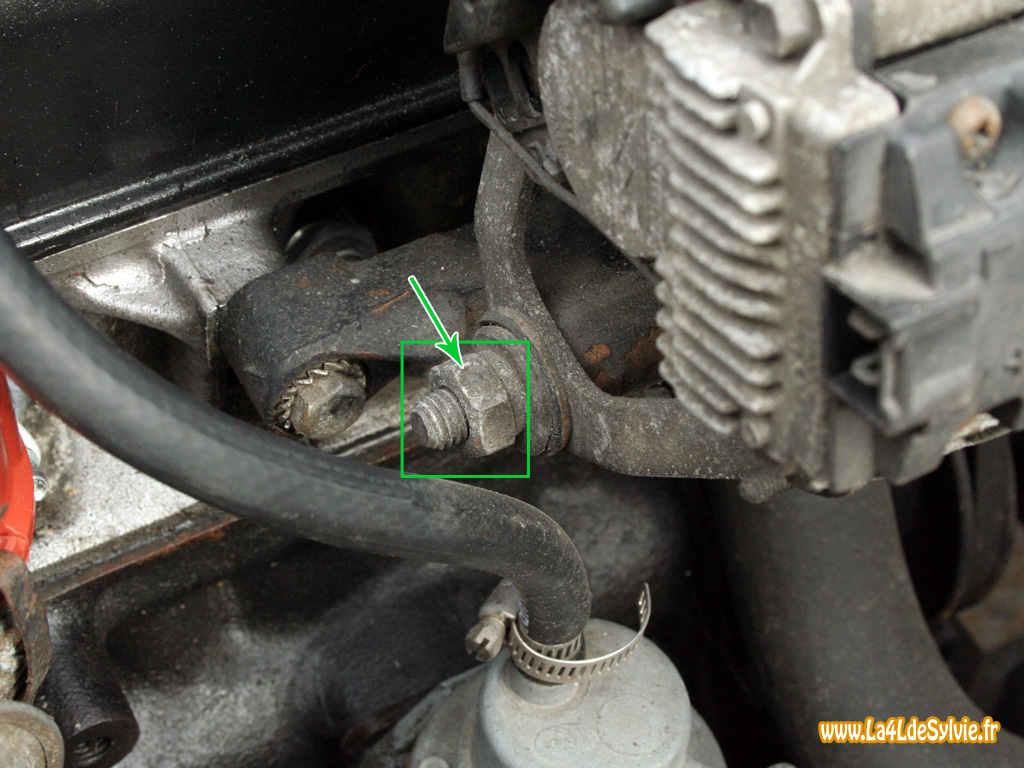
Débrancher les fils de l'alternateur puis retirer l'alternateur (en ôtant la vis de pivot).
Déposes facultatives : Remarque : Ces déposes ne sont pas obligatoires mais cela permet de de travailler plus facilement sur la culasse par la suite.
Déposer le carburateur en retirant les 2 écrous à la base de celui-ci.
Déposer le collecteur d'admission-échappement complet (cf. tutoriel de Changement du joint de collecteur d'admission-échappement). Dans ce cas la dépose du carburateur comme décris ci-dessus n'est pas nécessaire. Remarque : la pose d'un joint neuf est obligatoire au moment du remontage.
Déposer l'allumeur en retirant simplement l'écrou à la base ce celui-ci. Remarque : un réglage complet sera nécessaire au moment du remontage.
Dépose de la culasse :
Déposer le couvre-culasse en dévissant les 2 écrous en cuivre qui le maintiennent en place. Attention à ne pas abimer le joint d'étanchéité qui pourra être réutilisé pour le remontage.
Retirer les 4 vis qui maintiennent l'arbre des culbuteurs puis le retirer (attention à le stocker dans un endroit propre afin de ne pas salir ou boucher les circuits de graissage).
Retirer les tiges de culbuteurs : noter leurs emplacements respectifs afin de les reposer au même endroit.
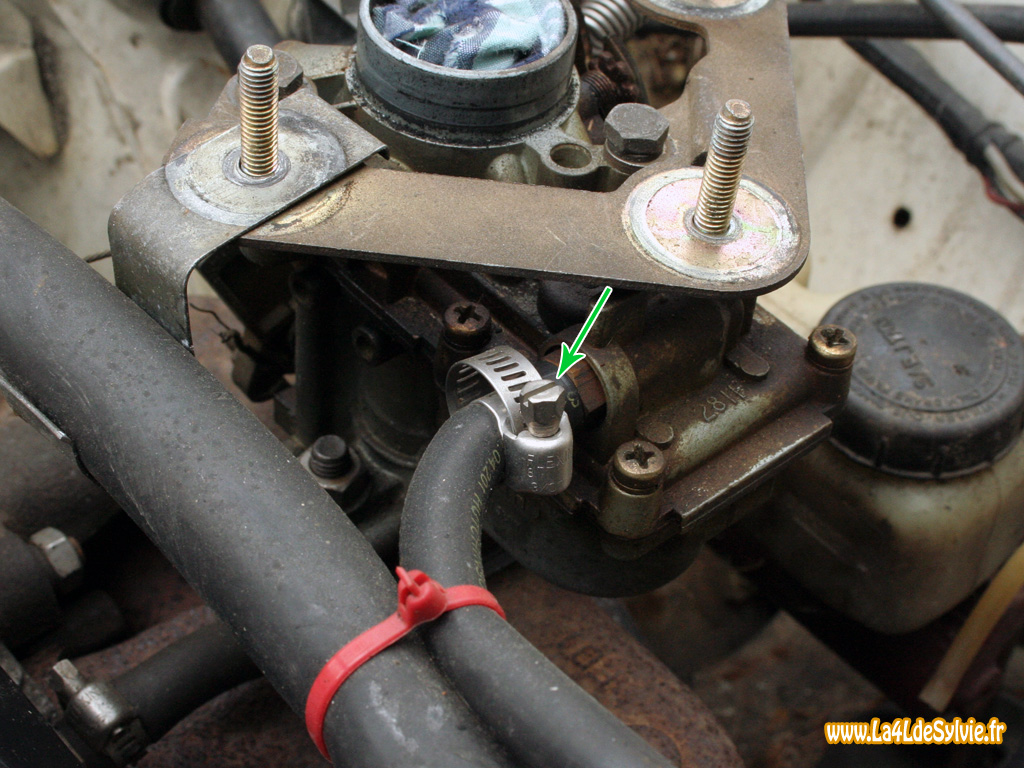
Dévisser et retirer les vis de culasse sauf la vis centrale située côté allumeur (cf. photo). Dévisser cette dernière vis d'environ ½ tour.
Décoller la culasse délicatement en la faisait pivoter sur l'axe de la vis laissée en place ⇒ un "arrachage" de la culasse risquerait de décoller les chemises obligeant au démontage complet du moteur pour remplacement des joints d'embase.
Retirer ensuite la dernière vis puis la culasse. Et enfin déposer le joint de culasse à changer.
Repose de la culasse
Préparation de la culasse et du bloc :
Les plans de joint doivent être propres et exempts de graisse ou de particules. Le mieux étant de nettoyer les plans de joint avec de l'acétone ou de l'essence. Attention : si la culasse à subit une surchauffe avant son démontage, il est prudent de vérifier la déformation du plan de joint à l'aide d'une règle rectifiée ou de préférence, au marbre. En cas de dépassement des côtes, une rectification de la culasse par un professionnel est nécessaire. Déformation du plan de joint : 0,05mm maximum.
Il convient aussi de bien nettoyer et de retirer les saletés et les liquides situées dans les trous de fixation des vis de culasse sur le bloc moteur afin d'assurer un serrage correct. Si besoin aspirer les liquides présents dans les trous à l'aide d'une seringue.
Repose du joint de culasse :
Reposez le joint neuf sur le moteur avec le repère "Haut-top" vers le haut et reposer la culasse par dessus.
Serrage de la culasse :
Remettre les vis en place. Il est normalement conseillé de mettre des vis neuve à chaque serrage de culasse. Personnellement je ne le fais pas à chaque fois mais il est important de vérifier leur état (filetage en bon état et absence de corrosion). Procéder ensuite au serrage de la culasse à un couple compris entre 55 et 65 N.m dans l'ordre indiqué sur la photo ci-contre ⇒ serrer la culasse en 2 phases : un 1er serrage à environ 40N.m dans l'ordre indiqué puis un deuxième au couple final (65 N.m tant qu'à faire) dans le même ordre.
Remontage de la culasse :
Reposer les tiges de culbuteur si possible dans les mêmes emplacements qu'à l'origine (sinon tant pis, ce n'est pas vraiment primordiale de les remettre dans l'ordre) puis revisser l'arbre des culbuteurs. Couple de serrage des écrous et vis de la rampe de culbuteurs : 15 à 17,5 N.m.
Faire tourner le moteur jusqu'à la mise en route du ventilateur puis couper le contact et laisser le moteur refroidir avant de procéder au resserrage de la culasse (laissez le refroidir 2 heures minimum, il est le temps d'aller boire un tit café...).
Redémonter quelques éléments afin de pouvoir ôter le couvre culasse et accéder aux vis de culasse derechef :
Boite à air
Durite d'arrivée d'essence
Câble d'accélérateur
Câble de starter
Couvre culasse
Desserrer la première vis de 1/4 de tour, puis la revisser au couple de serrage préconisé plus haut (entre 55 et 65 N.m). Procéder ensuite de la même manière pour les autres vis dans l'ordre de serrage (allez, je suis sympa je remets la photo pour éviter les doutes).
Déglaçage des chemises et contrôle de la segmentation
Modèles concernés :Tous les modèles de Renault 4.
Remarque importante : le changement des segments implique obligatoirement un déglaçage des chemises et un déglaçage des chemises implique obligatoirement un changement des segments, les deux devant se roder ensemble. C'est d'ailleurs pourquoi ce tutoriel traite des 2 sujets.
Déglaçage des chemises
But du déglaçage des chemises :
Lors de la vie du moteur, les parois des chemises sont polies par l'usure et le frottement des segments. Le déglaçage des cylindres (aussi appelé honage) est alors une opération très importante lors de la restauration d’un moteur. Elle permet de redonner une bonne rugosité aux parois du cylindre et ainsi optimiser l’étanchéité des segments et la lubrification du piston. Pour cette opération on utilise un outil spécifique qui est souvent appelé Honoir.
Méthode de déglaçage des chemises :
Dans les règles de l'art le déglaçage doit plutôt être réalisé avec une perceuse à colonne et une chemise solidement fixée dans l'axe de la colonne. Mais quand on n'a pas les outils on se débrouille...
L'opération est simple mais il faut respecter certaines règles : - Bien lubrifier les pierres de l'outil (avec de l'huile moteur) - Utiliser une vitesse de rotation d'environ 400 tours/min - Faire des mouvements de haut en bas régulier pendant environ 30 à 60 secondes - Bien nettoyer à la soufflette et à l'essence les chemises après déglaçage pour enlever toutes les particules
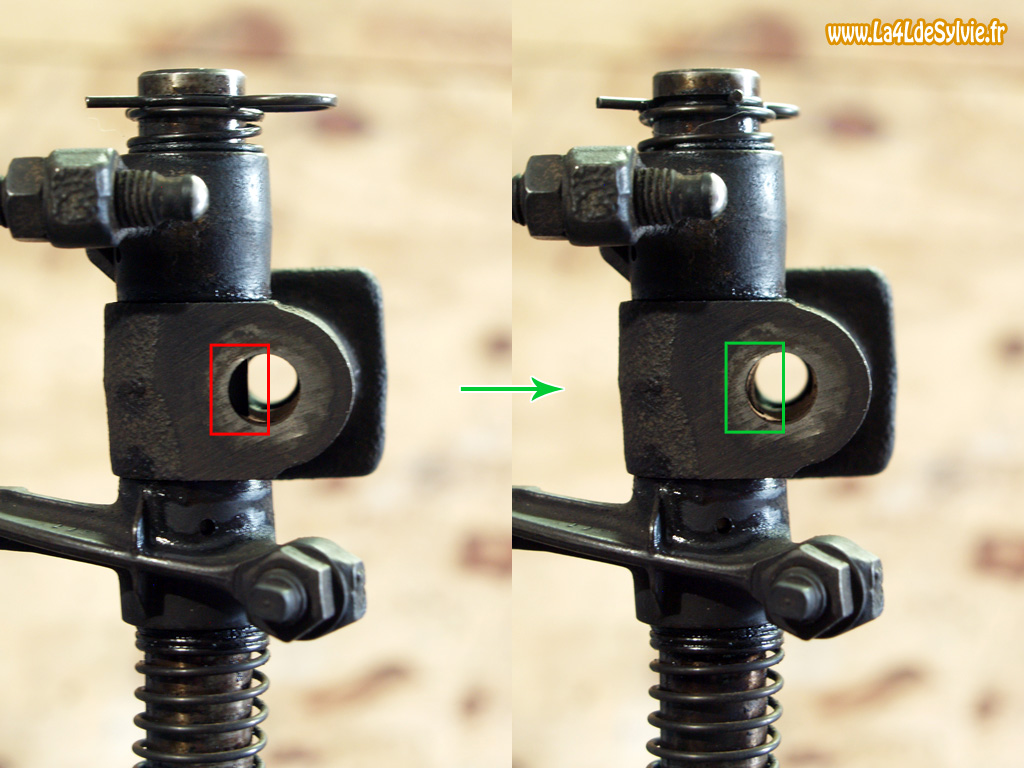
Ci-contre un cylindre avant et après déglaçage. ⇒ Le résultat n'est pas parfait mais la différence avant/après est significative.
Remarque : dans la mesure du possible les stries réalisées lors du déglaçage doivent normalement se croiser avec un angle de 30°.
Contrôle de la segmentation
Qu'est ce que le jeu à la coupe d'un segment?
Le jeu à la coupe d'un segment correspond à l'écart à froid entre les 2 extrémités du segment lorsqu'il est inséré dans la chemise. Ce jeu va se réduire lorsque le moteur sera à température de fonctionnement. Conséquences d'un jeu à la coupe non conforme : ⇒ Jeu à la coupe trop faible : perte de compression donc perte de puissance moteur + consommation d'huile ⇒ Jeu à la coupe trop grand : déformation des segments pouvant aller jusqu'au serrage du segment sur le cylindre
Contrôle du jeu à la coupe :
Commencer par insérer à la main le segment dans la chemise. Puis, à l'aide d'un piston, enfoncer uniformément le segment d'environ 1 à 2 cm dans la chemise.
A l'aide d'un jeu de cale, mesurer le jeu à la coupe du segment. Ce jeu doit être compris dans les valeurs préconisée par le fabricant du segment ou à défaut en suivant les valeurs dans le tableau ci-dessous. ⇒ Jeu à la coupe trop faible : limer une extrémité du segment pour revenir dans les valeurs standard ⇒ Jeu à la coupe trop grand : dans le cas de segments neufs, contrôler la cote d'usure de la chemise
Valeurs de jeu à la coupe : Attention : les documents techniques Renault ne donnent les valeurs de jeux à la coupe car les pistons et segments neufs étaient sensé être livrés déjà ajustés. Les valeurs ci-dessous sont donc un exemple de jeux à la coupe "standard". Pour des segments neufs il faut cependant plutôt s'appuyer sur la documentation technique livrée avec les segments.
Segments rectangulaires (coupe-feu + étanchéité)
Diamètre de la chemise
Jeu à la coupe
∅ 45mm à 59mm
0,20 à 0,40mm
∅ 60mm à 74mm
0,25 à 0,45mm
Segments racleurs
Diamètre de la chemise
Jeu à la coupe
∅ 50mm à 59mm
0,15 à 0,40mm
∅ 60mm à 74mm
0,20 à 0,45mm
Contrôle du jeu des segments dans les gorges du piston :
A l'aide d'un jeu de cale, mesurer le jeu latéral du segment lorsqu'il est dans la gorge du piston. Cette valeur doit être comprise entre 0,05 et 0,10mm. Ce contrôle peut être réalisé soit avec le segment déposé soit avec le segment déjà monté (cf. photos). Remarque : un jeu compris entre 0,10 et 0,12mm peux, dans certains cas, être acceptable mais le piston devra faire l'objet d'une attention particulière et d'un contrôle visuel approfondi de l'état des gorges.
Remontage des segments sur le piston
Le remontage des segments doit toujours se faire à l'aide d'une pince à segment adaptée au diamètre des segments. Outre le risque de tordre ou casser le segment, une repose "à la main" peut endommager la couche de revêtement sur la face de contact. Tout ceci risquant d'entrainer à terme une perte d'étanchéité voire une détérioration importante du piston et de la chemise.
Ordre de montage des segments : Commencer par le segment racleur, puis poser le segment d'étanchéité et enfin poser le segment coupe-feu
Démontage complet d'un moteur Cléon
Modèles concernés :Renault 4 montées avec un moteur Cléon (956 et 1108 cm3) Juin 1975 ⇒ Fourgonnette longue R2370 et break long R2430 (elles ne s'appelleront F6 qu'à partir de 1978) Janvier 1978 ⇒ 4L GTL R1128 1979 ⇒ Fourgonnette longue pick-up bâchée 3C2370 réalisée par Teilhol 1983 ⇒ Fourgonnette F4 R210B et F4 Break 239B Mai 1986 ⇒ 4L TL 112C
Moteur BillancourtMoteur Cléon
Il existe plusieurs méthodes pour différencier les moteurs Cléon (956 et 1108cm3) des moteurs Billancourt (747, 782 et 845 cm3) sur une 4L et à mon sens le plus simple est de se fier à la position du radiateur de liquide de refroidissement : - si le radiateur est positionné "contre" le moteur ⇒ moteur Billancourt - si le radiateur est positionné à l'avant au niveau du nez de boite ⇒ moteur Cléon
Avant-propos
Ce tutoriel décrit le démontage de tous les éléments internes d'un moteur Cléon (ici un moteur 688D7/12). Certains démontages décrits ici sont optionnels et dépendront de l'état des éléments en question ou des travaux à réaliser (pignon de vilebrequin, bague de palier d'arbre à came, bague en bronze du vilebrequin, bride d'arbre à cames,...).
Tous les éléments externes ont déjà été retirés (volant moteur, pompe à essence, pompe à eau, collecteur d'échappement, support moteur, bougie, ...) et le moteur a été nettoyé (grattage de la terre et de l'huile figé + dégraissage externe à l'essence).
Pour le démontage j'ai utilisé un support moteur Norauto 450kg. Ce dernier est très basique et j'ai un peu galéré à fixer le bloc dessus mais ça fait bien le job pour le prix que je l'avais acheté à l'époque (≈45€).
Dépose de la culasse
Déposer le couvre-culasse en retirant les 2 écrous qui le maintiennent en place. Attention à ne pas abîmer le joint d'étanchéité qui pourra être réutilisé pour le remontage.
Dépose de la culasse :
Dévisser et retirer les 12 vis de culasse.
Retirer la culasse en la décollant délicatement.
Attention lors de la dépose de la culasse à ne pas entrainer les tiges de culbuteurs qui doivent rester sur le bloc.
Retirer ensuite les tiges de culbuteurs et le joint de culasse. Attention : noter soigneusement l'emplacement de chaque tige culbuteur!
Retirer les huit poussoirs de culbuteurs. Je n'ai pas d'astuce particulière hormis avoir un auriculaire au format adéquat (ce qui n'es pas forcément donné à tout le monde...)
Attention : noter soigneusement l'emplacement de chaque poussoir!
Appairage (mythes et réalité) :
Afin d'éviter des désagréments, je conseil la fabrication d'un support pour les éléments mobiles du moteur et de la culasse (comme l'exemple ci-contre). Cependant, même si j'ai indiqué plus haut qu'il est important de noter l'emplacement de chaque tige et poussoir de culbuteur, sur un moteur de 4L (Billancourt ou Cléon) c'est surtout vrai pour les poussoirs. La perte d'appairage sur les tiges n'est pas vraiment dramatique. Mais plus le moteur sera vieux (en nombre de kilomètres) plus la maitrise de cet appairage sera importante.
Dépose de l'embout de commande de l'allumeur
Déposer l'embout de commande de l'allumeur qui est juste "posé" dans l'orifice de l'allumeur. Il est donc normalement facile de l'extraire après l'avoir attrapé avec une pince à bec long. Remarque : l'intérieur du pignon étant fileté, il est aussi possible d'utiliser une vis 12 x 175 pour réaliser l'extraction.
Blocage des chemises
Par sécurité avant de retourner le moteur il est pertinent de bloquer les chemises afin d'éviter la chute de celles-ci (notamment quand les chapeaux de bielles seront déposés).
Mais bon, sur un moteur un peu vieux et encrassé elles tiennent généralement bien en place et elles ne se déposent pas si facilement...
Dépose de la pompe à huile
Retirer les 14 vis du carter d'huile puis déposer celui-ci ainsi que les différents joints.
Déposer ensuite la pompe à huile en retirant les 3 vis à la base de celle-ci.
Dépose de la distribution
Dépose du carter de distribution :
Retirer les 8 vis et 2 écrous du carter de distribution puis déposer celui-ci.
Dépose du tendeur de chaine de distribution :
Retirer les 2 vis du tendeur de chaine puis déposer celui-ci ainsi que sa plaquette.
Dépose des pignons de distribution :
Retirer la vis du pignon d'arbre à cames et le déposer avec la chaîne. Le pignon n'est pas rentré en force, il doit pouvoir se déposer facilement. Remarque : le pignon est claveté, il n'est donc pas nécessaire de faire de repère avant le démontage.
A l'aide d'un extracteur, retirer le pignon de vilebrequin ainsi que sa clavette (juste pour être sûr de ne pas la perdre plus tard). Remarque : la dépose du pignon n'est pas obligatoire et cela ne gêne pas la suite du démontage.
Dépose de l'arbre à cames
Retirer les 2 vis de la bride d'arbre à cames.
Extraire l'arbre à cames délicatement afin de ne pas rayer les portées.
Sur le bloc moteur, extraire le joint spi d'arbre à cames (avec les moyens du bord car je pars ici du principe qu'il ne sera pas réutilisé!).
Enfin, seulement si besoin, extraire la bride d'arbre à came (et son entretoise) à l'aide d'un extracteur en faisant attention à ne pas la déformer.
Dépose du vilebrequin
Dépose des chapeaux de bielle :
Retirer les 2 vis du chapeau de bielle puis déposer celui-ci. Procéder ensuite de la même manière pour les 3 autres pistons. Attention : noter soigneusement l'emplacement de chaque chapeau et de leurs coussinets respectifs!
Dépose du vilebrequin :
Retirer les vis des 5 chapeaux de palier du vilebrequin et retirer ensuite les 5 chapeaux de paliers. Remarque : chaque chapeau est normalement numéroté mais il est tout de même préférable de bien repérer leurs emplacements et leurs sens.
L'une des vis du palier n°2 sert aussi pour le maintien du tube intérieur de jauge. Retirer le tube en tirant simplement dessus (il n'est normalement pas rentré en force mais sur un moteur un peu "vieux" il se peut qu'il soit légèrement "collé").
Une fois le vilebrequin déposé, retirer aussi les coussinets et les cales encore présentes sur le bloc moteur : - Palier 1-2-4-5 ⇒ 1 coussinet - Palier central (3) ⇒ 1 coussinet et 2 cales Attention : en cas de réutilisation, bien repérer l'emplacement et le sens de chaque cales et coussinets!
Pour finir, si besoin, déposer la bague de centrage du l'arbre de boite de vitesse. ⇒ Méthode 1 : avec les moyens du bord mais la dépose sera destructive pour la bague ⇒ Méthode 2 : extraction à la graisse comme sur la vidéo ci-contre
Dépose des pistons et chemises
Les chemises sont normalement bien collées et il est généralement nécessaire de les chasser par en dessous en tapant dessus avec un morceau de bois (prévoir évidement quelque chose pour les réceptionner lorsqu'elles vont tomber). Attention : noter soigneusement l'emplacement de chaque chemise!
Dépose de la bague de palier d'arbre à cames
Si besoin, déposer la bague de palier d'arbre à came. Cette dépose s'effectue en chassant la bague vers l'intérieur du carter. Il faut ensuite la déformer en l'aplatissant afin de la sortir du bloc, la dépose est donc destructive et la bague ne pourra pas être réutilisée! Attention : à l'heure où j'écris ces lignes, cette bague n'est plus disponible dans aucune boutique en ligne. Il est donc important de bien vérifier sa disponibilité avant d'envisager son remplacement.
Dépose du tube de jauge extérieur
Retirer la vis qui maintien le tube de jauge puis chasser celui-ci par l'intérieur avec un tube ou un jet de diamètre adapté.
Moteur BillancourtMoteur Cléon
Il existe plusieurs méthodes pour différencier les moteurs Cléon (956 et 1108cm3) des moteurs Billancourt (747, 782 et 845 cm3) sur une 4L et à mon sens le plus simple est de se fier à la position du radiateur de liquide de refroidissement : - si le radiateur est positionné "contre" le moteur ⇒ moteur Billancourt - si le radiateur est positionné à l'avant au niveau du nez de boite ⇒ moteur Cléon
Avant-propos
Le moteur qui illustre ce tutoriel est un moteur Billancourt 810-10 de 845cm3 qui à l'origine était monté sur une R5 L. Cela correspond donc plutôt aux moteur Billancourt "dernière génération" mais à quelques détails près son remontage est semblable à tous les moteurs Billancourt. Pour ce remontage j'ai utilisé un support moteur Norauto 450kg. Ce dernier est très basique et j'ai un peu galéré à fixer le bloc dessus mais ça fait bien le job pour le prix que je l'avais acheté à l'époque (≈45€).
Remarques importantes : - Ce tutoriel décrit les grandes lignes de remontage d'un moteur Billancourt mais ne prétend pas rentrer suffisamment dans les détails pour qu'un néophyte puisse se lancer en toute autonomie dans le remontage de son moteur. Le remontage d'un moteur demande un minimum de connaissances et de compétences en mécanique, ce n'est donc pas quelque chose qui est à la portée du 1er venu. Certes il faut bien se lancer un jour mais les dommages liés à un mauvais remontage peuvent être importants et même rendre le moteur irrécupérable. - La chronologie des opérations décrite dans ce tutoriel est relativement arbitraire et certaines opérations peuvent être réalisées dans un ordre différent de ce qui est écrit ci-dessous (sous réserve de respecter les pré-requis). - Notez aussi que dans ce tutoriel je ne décris pas certaines opérations comme par exemple le honage des chemise (à faire dans le cas de chemises réutilisées), le contrôle du voilage du volant moteur, le contrôle de la coupe des segments, ...
Reposer et huiler les coussinets de vilebrequin. Attention à bien orienter les trous de graissage de chacun des coussinets. Reposer aussi les cales du vilebrequin sur le palier central en positionnant le coté régule du coté du vilebrequin (le coté régule est repérable grâce aux encoches de graissage).
Reposer le vilebrequin à sa place en faisant attention à ne pas faire tomber les cales du palier central. Remarque : il est aussi possible d'insérer les cales à cette étape une fois le vilebrequin en place.
Reposer et huiler les coussinets de paliers puis remettre les paliers en place en respectant l'orientation du palier central repérée au démontage (pour ce que j'en sais, ce palier normalement monté avec le marquage arrondi placé coté distribution). A noter qu'il n'est pas possible de se tromper d'orientation pour les 2 autres paliers (ou alors faut vraiment le faire exprès!).
Serrer les vis de palier à 60 N.m puis contrôler que le vilebrequin tourne librement sans point(s) dur(s).
Repose de l'arbre à came
Pré-requis : aucun.
Après avoir huilé les portées, insérer l'arbre à came délicatement dans son logement puis contrôler qu'il tourne librement sans point(s) dur(s).
Reposer enfin le carter de distribution avec son joint : 7 vis côté carter et 4 côté plaque.
Repose de l'ensemble bielle/piston dans la chemise :
Pré-requis : aucun.
Reposer et huiler les coussinets sur les têtes de bielle.
Reposer les segments à l'aide d'une pince à segment adaptée (sur cette photo ce n'est pas un piston de 4L car je mes pistons étaient livrés avec des segments montés et ajustés alors je ne me suis pas amusé à les déposer juste pour ce tuto).
Attention à respecter l'ordre et le sens de montage des segments : Si présent repère "Top" vers le haut du piston 1 ⇒ segment coupe-feu 2 ⇒ segment d'étanchéité 3 ⇒ segment racleur
Moteurs 747 et 782 cm3 :
Attention : pour ces moteurs le piston ne peut être inséré dans la chemise que par le bas, les pistons doivent donc impérativement être insérés dans les chemises avant de procéder à la repose des chemises dans le bloc moteur.
Procéder au tierçage des segments : c'est à dire qu'il faut répartir les coupes des segments à intervalles égaux (≈ 120°) autour du piston afin d'éviter les coïncidences de coupes ce qui provoquerait des fuites et des pertes de compression. Une fois le tierçage effectué, bloquer les segments avec une compresseur de segment.
Insérer ensuite le piston dans la chemise. Bien sûr il ne faut pas hésiter à huiler "abondamment" afin de faciliter l'insertion.
Moteurs 845 cm3 :
Remarque : pour ces moteurs il est possible de reposer le piston par le bas ou par haut de la chemise. Les pistons peuvent donc être insérés dans les chemises avant repose des chemises dans le bloc moteur (cf. ci-dessus) ou après (cf. ci-dessous).
Insérer le piston dans la chemise et procéder au tierçage des segments. C'est à dire qu'il faut répartir les coupes des segments à intervalles égaux (≈ 120°) autour du piston afin d'éviter les coïncidences de coupes ce qui provoquerait des fuites et des pertes de compression.
Comprimer ensuite les segments à l'aide d'un compresseur de segment puis pousser le piston dans la chemise. Bien sûr il ne faut pas hésiter à huiler "abondamment" afin de faciliter l'insertion.
Repose des chemises
Pré-requis pour les moteurs 747 et 782 cm3 : l'ensemble bielle/piston a été reposé dans la chemise.
Une fois les chemises en place, les bloquer avec les moyens du bord afin d'éviter qu'elles ne bougent (ce qui risquerai d'abîmer les joints "papier").
Repose des chapeaux de bielle
Pré-requis : le vilebrequin et les chemises ont été reposés.
Reposer et huiler les coussinets sur les chapeaux de bielle. Reposer ensuite les chapeaux sur les bielles correspondantes. Attention : il est très important de respecter l'appariement bielle/chapeau de bielle repéré au démontage!
Reposer les vis des chapeaux de bielle puis effectuer un serrage à 35 N.m.
Vérifier ensuite que l'ensemble tourne librement sans point(s) dur(s) même s'il est normal qu'à partir de cette étape cela commence à devenir plus difficile à mettre en mouvement.
Repose du volant moteur
Pré-requis : le vilebrequin a été reposé.
Reposer le volant moteur en respectant le repère fait au démontage. Il est important d'utiliser un système de freinage des vis : frein filet + rondelle Grower ou tôle d'arrêt comme à l'origine.
En cas de perte du repère, le volant moteur doit être reposé de manière à ce que la fente sur le volant soit en face de son index lorsque le piston 1 (celui coté volant moteur) est au PMH.
Repose de la pompe à huile
Pré-requis : le vilebrequin a été reposé.
Si disponible dans la pochette de joint moteur, reposer le joint de pompe à huile. A noter que la pompe peut aussi se reposer sans joint. Reposer ensuite la pompe à huile à l'aide de ses 3 vis.
Repose du pignon d'allumeur
Pré-requis : l'arbre à cames a été reposé.
Reposer le pignon d'allumeur dans son emplacement, puis reposer la bride en l'enfonçant à l'aide d'une douille adaptée. Attention : la bride ne doit empêcher la libre rotation du pignon (mais celui-ci ne doit pas avoir trop de jeu non plus). Le jeu exact doit être de 0,15 à 0,55mm mais cette mesure nécessite l'outil Mot. 04-01, donc sans cet outil faire un réglage un peu au pif.
Repose du carter d'huile
Pré-requis : le vilebrequin, les bielles/pistons et la pompe à huile ont été reposés.
Commencer par reposer le joint de palier arrière (côté distribution) puis enduire les extrémités avec une pâte à joint adaptée.
Placer 4 tiges filetées dans les trous de vis de carter aux extrémités du bloc puis reposer les 2 joints latéraux. Les extrémités des joints latéraux doivent recouvrir le joint de palier arrière. Les 4 tiges filetées servent à maintenir les joints latéraux pour la suite des opérations.
Reposer le joint de palier avant (côté volant moteur) par dessus les joints latéraux et enduire les extrémités de pâte à joint adaptée.
Reposer le carter d'huile puis reposer la majorité des vis. Une fois le carter bien en place, retirer les tiges filetées puis reposer et serrer toutes les vis. Remarque : les 2 vis avec une empreinte pour tournevis sont positionnées coté distribution (cela permet de retirer ces vis grâce aux trous spécifiques présents dans le châssis).
Repose de la culasse
Pré-requis : l'ensemble bielles/pistons/chemises et l'arbre à cames ont été reposés.
Commencer par reposer les poussoirs de culbuteurs abondamments lubrifiés avec de l'huile moteur en respectant les emplacements repérés au démontage. Reposez ensuite le joint de culasse neuf sur le moteur avec le repère "Haut-top" vers le haut.
Reposer la culasse avec les 2 tiges de culbuteurs centrales (celles n'entrant pas en jeu dans la méthode de basculement des culbuteurs pour le serrage des vis) et la maintenir en place avec quelques vis. Pour ceux possédant l'outil MOT.10, reposer directement toutes les tiges de culbuteur au moment de la repose de la culasse.
Remettre toutes les vis de culasse en place puis procéder au serrage de la culasse à un couple de 65 N.m dans l'ordre indiqué sur le schéma ci-contre. Je conseille de serrer la culasse en 2 phases : un 1er serrage à environ 40N.m dans l'ordre indiqué puis un deuxième au couple final de 65 N.m dans le même ordre. Cf. le tutoriel de changement du joint de culasse sur moteur Billancourt pour plus de détails.
Avant de remettre les bougies, contrôler une dernière fois que le moteur tourne librement sans point(s) dur(s) et sans blocage (lui faire faire 2 tours minimum).
Repose de l'embout de commande d'allumeur
Pré-requis : la culasse a été reposée, le calage de la distribution et le jeu des culbuteurs ont été réalisés.
Faire tourner le moteur afin de mettre le piston n°1 (côté volant moteur) au Point Mort Haut allumage et donc le piston n°4 en bascule (position dans laquelle sur le cylindre n°4 la soupape d'échappement vient de se fermer et celle d'admission commence à s'ouvrir). Evidement le couvre culasse doit être déposé afin d'avoir une visibilité sur le mouvement des culbuteurs.
Dans cette position reposer l'embout de commande d'allumeur de manière à ce que celui-ci fasse un angle de 60° par rapport à l'axe longitudinal du moteur avec le gros déport côté volant moteur.
Remontage final
Pré-requis : tout le reste a été fait.
Je ne vais décrire dans ce tutoriel le détail du remontage des périphériques mais si vous avez bien travaillé vous devriez avoir quelque chose qui ressemble à la photo ci-contre.
Il ne reste plus qu'à le faire démarrer .
Dépose et repose d'une bielle
Modèles concernés :Tous les modèles de Renault 4.
Les différents modèles d'assemblage bielle/piston
Axe serré sur le piston :
Comme son nom l'indique, l'axe est "serré" sur le piston et tourne dans la tête de bielle qui est muni d'une bague. Des circlips de chaque côté du piston maintiennent tout de même l'axe en place.
A ma connaissance on ne les trouve que sur les moteurs Billancourt.
Axe serré sur la bielle :
L'axe est serré sur la bielle grâce à un montage à chaud et tourne dans le piston. Il n'y a donc pas de circlip de maintien pour l'axe. D'un côté du piston le trou de l'axe est étagé (lamage) et de l'autre côté il est chanfreiné.
On les trouve sur les moteurs Billancourt et sur les moteurs Cléon.
Décalage d'axe et sens de montage des pistons sur la bielle
Sur les moteurs de 4L, aussi bien Billancourt que Cléon, l'axe du piston est légèrement décalé (de l'ordre de 0,5 à 1,5mm). Ce décalage permet de réduire le claquement engendré par le basculement du piston et permet à la bielle d'être déjà inclinée dans le sens de la descente lorsque le piston est au point mort haut et reçoit le coup de massue de l'explosion. Les pistons ont donc un sens de montage sur les bielles et dans le moteur : le décalage se trouve toujours du côté opposé au sens de rotation du vilebrequin!
Vérification du décalage de l'axe du piston :
Mesurer la distance entre l'axe et l'extérieur du piston de chaque côté de celui-ci. Du fait du décalage de l'axe, la mesure sera plus petite d'un côté ("petit côté") que de l'autre ("grand côté"). Remarque : cette mesure est plus facile à réaliser une fois la bielle déposée mais avec un peu d'astuce elle est quand même possible bielle en place.
Sens de remontage des pistons (sur la bielle et dans le moteur) :
Moteur Billancourt :
Le moteur Billancourt tourne dans le sens horaire (côté volant moteur), le petit côté du piston doit donc être positionné côté arbre à cames.
Le déport de la tête de bielle doit être positionné côté admission (donc du même côté que le grand côté du piston).
Moteur Cléon :
Le moteur Cléon tourne dans le sens anti-horaire (côté volant moteur), le petit côté du piston doit donc être positionné côté admission.
Et les flèches dans tout ça?
Les pistons d'origine Renault avaient un (ou plusieurs) repérage(s) qui permettaient, sans faire de mesure du déport, de savoir dans quel sens reposer le piston : - un trou (T) sur un côté du piston - une flèche (F) qui devait être orientée vers le volant moteur - le lamage (L) (dans le cas des axes serrés sur bielle) qui devait être positionné côté distribution
Les refabrications ne respectent cependant pas forcement ces règles et la flèche (quand elle est présente) n'indique pas forcement le volant moteur! En fonction des fabricants cette flèche peut être orientée vers l'admission ou vers l'arbre à cames (dans ce cas elle indique généralement le sens de rotation du moteur) ou bien être orientée vers la distribution (comme c'est le cas pour les pistons de moteur Billancourt 800-xx de chez Aprotec). Il est donc très important de se renseigner auprès du fournisseur et/ou de vérifier sur le piston de quel côté est le déport et de ne pas se fier uniquement à la flèche ou au lamage!
Dépose/repose des bielles avec axe serré sur le piston
Dépose de la bielle :
Commencer par retirer les circlips des 2 côtés de l'axe.
Retirer ensuite l'axe de bielle en maintenant le piston dans un support dédié et en poussant l'axe avec un tube de diamètre adapté (ici avec une douille de petit diamètre).
De la même manière si le remplacement des bagues de pied de bielle est nécessaire, chasser les bagues à l'aide d'une presse ou d'un étau. Attention : le changement des bagues de pied de bielle doit impérativement être effectué si le jeu de l'axe du piston est trop important (ce contrôle s'effectue bien évidement avec un axe neuf).
Repose de la bielle :
A la "presse" reposer la bague sur le pied de bielle. Attention : dans le cas de bielles avec un trou de graissage du pied de bielle, il est primordial de faire coïncider le trou de graissage du pied de bielle avec celui de la bague.
Pour ceux qui ont le matériel (et les compétences) effectuer un alésage de la bague de pied de bielle, sinon faire réaliser cet alésage par un professionnel. Après alésage, l'axe de piston neuf doit coulisser par simple pression du pouce.
Insérer un circlip neuf dans l'une des gorges du piston.
Plonger le piston dans l'eau bouillante quelques minutes puis insérer à la main l'axe du piston préalablement huilé jusqu'à ce qu'il vienne en butée sur le 1er circlip (terminer en poussant avec un tube de diamètre adapté). Attention au sens de repose des bielles (cf. plus haut).
Insérer ensuite le second circlip neuf et vérifier qu'il n'y ait pas de jeu ou de points durs lors du mouvement de la bielle.
Dépose/repose des bielles avec axe serré sur la bielle
Dépose de la bielle :
Attention : le dépose d'une bielle avec axe serré sur la bielle est destructeur pour le piston et celui-ci ne devra pas être réutilisé (même s'il ne montre pas de signes de détérioration).
La bielle se dépose à la presse ou avec un étau de bonne facture : - côté lamage utiliser un tube relativement solide dont le diamètre extérieur viendra se positionner dans l'empreinte du lamage et le diamètre intérieur permettra le passage de l'axe - côté chanfrein positionner un "tube" afin de pouvoir pousser l'axe (ici une douille de petit diamètre).
Il n'y a plus qu'à serrer petit à petit jusqu'à avoir chasser l'axe de la bielle. Une bonne dose de WD 40 et/ou un peu de chaleur permettent de faciliter la dépose
Et voilà, ça c'était la partie "facile".
Repose de la bielle :
Attention : la repose d'une bielle avec axe serré sur la bielle est complexe dans sa mise en œuvre et ne laisse pas (trop) le droit à l'erreur. Au regard du prix d'un kit de chemise piston neuf, il peut être préférable de faire appel à un professionnel pour la repose des bielles. Mais bon, comme disait Corneille : "A vaincre sans péril on triomphe sans gloire" donc les plus téméraires peuvent tenter l'aventure en suivant les instructions ci-dessous.
La repose de la bielle nécessite un peu de matériel : - un support pour le piston - une plaque électrique de 1500 watts afin de chauffer les pieds de bielles Remarque : il existe des machines spécifiques afin de réaliser cette opération. Celles-ci intègrent le système de chauffage des pieds de bielle et le support des pistons (cf. ci-contre).
Le principe du support pour la repose de l'axe de bielle :
La difficulté de l'opération c'est que l'axe doit être inséré dans la bonne position du premier coup, le support doit donc comporter un système de butée afin que l'axe ne soit pas poussé trop loin.
Sur le modèle de support Renault, le piston est positionné sur le support grâce au lamage qui vient en appui sur une bague de diamètre adapté (B). Le piston est maintenu en place grâce à une épingle réglable. L'axe est ensuite monté sur un mandrin et est précédé par un centreur (de diamètre légèrement inférieur à celui de l'axe). Le centreur permet de faciliter le passage dans le pied de bielle et la 2ème partie du piston. Au moment de l'insertion, ce centreur vient en butée au fond du support (la profondeur du support est donc très importante!). Ci-dessus un exemple de refabrication d'un support se basant sur le système de Renault. Plus de détails dans le sujet dédié du forum R4-4L.com : "Support piston pour mise en place de l'axe" (merci à Patcatcat, DXS et les autres).
Le système le plus répandu (sur lequel je me suis appuyé pour fabriquer le mien) est très similaire à celui de Renault à 2 différences près : - l'insertion est réalisée à l'horizontal - il n'y a pas de centreur et c'est l'axe qui vient directement se plaquer contre une butée sur laquelle est appuyée le piston (là aussi par l'intermédiaire du lamage).
L'opération de repose de l'axe de bielle :
Chauffer le pied de bielle à une température d'environ 250°C. Afin de s'assurer d'avoir atteint la bonne température, positionner un morceau d'étain dont le point de fusion est d'environ 250°C sur la base du pied de bielle. ⇒ Quand le morceau d'étain a fondu, essuyer la goutte d'étain puis, très rapidement, placer la bielle dans le piston (attention au sens!) et enfoncer l'axe grâce au mandrin jusqu'à la butée.
Attention : une fois le montage réalisé il faut vérifier que, quel que soit la position de la bielle, l'axe ne dépasse pas du diamètre du piston.
Ci-dessous un exemple d'opération de montage (vidéo en anglais) :
Quelques remarques avant de se lancer :
- la préparation du support doit être réalisée sur la base des pièces neuves car il peut y avoir quelques différences avec les pièces d'origine (comme par exemple la largeur des axes). - il est déconseillé de chauffer le pied de bielle avec une flamme nue (au chalumeau par exemple) afin d'éviter des déformations irréversibles de celle-ci. - pour ma part la température de 250°C (donnée par Renault) était insuffisante et j'ai dû chauffer beaucoup plus afin de réussir l'opération : je raconte tout ça dans l'article sur la restauration du moteur 845cm3 de la Sinpar.
Un dernier point intéressant pour la route!
Les pistons que j'ai acheté chez Aprotec France proposent la possibilité de monter les bielles avec 2 solutions de montage (axe serré sur la bielle comme à l'origine ou axe libre). Cette proposition a été motivée par la difficulté de montage des axes serrés sur la bielle rencontré par les clients. Le kit est donc légèrement modifié par rapport aux pièces d'origine avec notamment des axes un peu plus courts et des gorges dans les pistons pour les circlips d'axe (fourni avec le kit). Cela nécessite cependant un alésage du pied de bielle et le montage éventuel d'une bague.
Un grand merci à Jean-Jacques de chez Aprotec pour son aide lors de la rédaction de ce tutoriel .
Moteur BillancourtMoteur Cléon
Il existe plusieurs méthodes pour différencier les moteurs Cléon (956 et 1108cm3) des moteurs Billancourt (747, 782 et 845 cm3) sur une 4L et à mon sens le plus simple est de se fier à la position du radiateur de liquide de refroidissement : - si le radiateur est positionné "contre" le moteur ⇒ moteur Billancourt - si le radiateur est positionné à l'avant au niveau du nez de boite ⇒ moteur Cléon
Déposer la rampe de culbuteur en retirant les 2 vis et les 2 écrous de fixation.
Dépose des culbuteurs :
Retirer le circlip à l'une des extrémités de la culasse. En fonction du modèle il peut s'agir d'une goupille cavalier ou d'un circlip type E.
Déposer ensuite les différents éléments (ressorts, culbuteurs, paliers) en notant bien leurs emplacements sur la rampe.
Remarque : sur une culasse un peu vielle il est parfois difficile d'extraire la rampe de culbuteur. Ne pas hésiter un bien arroser de dégrippant voir même de laisser tremper la culasse dans du gasoil pendant quelques heures afin de bien dégripper le tout (merci à TSKR et Garry pour l'astuce ♥).
Dépose des soupapes :
Commencer par compresser les ressorts à l'aide d'un lève soupapes afin de retirer les clavettes demi-lune.
Retirer ensuite le ressort et sa coupelle ainsi que la rondelle d'appui inférieure.
Pour finir déposer la soupape.
Pour des moteurs un peu encrassés il est possible que l'extrémité de la queue bloque au niveau du passage du guide. Un léger ponçage de cette extrémité et/ou quelques coups très légers permettent normalement de débloquer la situation.
Reposer les soupapes, les rondelles d'appui, les ressort et leurs coupelles, puis à l'aide d'un lève soupape reposer les clavettes demi-lune. Attention : le ressort à un sens de montage ⇒ les spires à pas rapprochés doivent être positionnées côté culasse! Remarque : il n'y a pas de joints de queue de soupapes sur les culasses Cléon de Renault 4.
Après avoir nettoyé les orifices de circulation d'huile de la rampe, remonter les différents éléments dans le sens inverse de la dépose.
Reposer la rampe en orientant les paliers de manières à ce que les méplats de l'axe de la rampe autorisent le passage des vis.

 Avec plus de 30 années de production et 8 135 424 exemplaires assemblés toutes versions confondues, la 4L a énormément évolué entre 1961 et 1992. Afin de s'y retrouver dans les différents tutoriels une frise chronologique est placée au début de chaque article indiquant quels modèles ou quelles années de production y sont traités (cf. exemples ci-contre).
Avec plus de 30 années de production et 8 135 424 exemplaires assemblés toutes versions confondues, la 4L a énormément évolué entre 1961 et 1992. Afin de s'y retrouver dans les différents tutoriels une frise chronologique est placée au début de chaque article indiquant quels modèles ou quelles années de production y sont traités (cf. exemples ci-contre). Avec plus de 30 années de production et 8 135 424 exemplaires assemblés toutes versions confondues, la 4L a énormément évolué entre 1961 et 1992. Afin de s'y retrouver dans les différents tutoriels une frise chronologique est placée au début de chaque article indiquant quels modèles ou quelles années de production y sont traités (cf. exemples ci-contre).
Avec plus de 30 années de production et 8 135 424 exemplaires assemblés toutes versions confondues, la 4L a énormément évolué entre 1961 et 1992. Afin de s'y retrouver dans les différents tutoriels une frise chronologique est placée au début de chaque article indiquant quels modèles ou quelles années de production y sont traités (cf. exemples ci-contre).

 - Les plaques constructeur du véhicule se situent sur le tablier à coté du système de fermeture du capot
- Les plaques constructeur du véhicule se situent sur le tablier à coté du système de fermeture du capot Le numéro de série frappé à froid du véhicule est situé sur la traverse centrale du châssis coté passager.
Le numéro de série frappé à froid du véhicule est situé sur la traverse centrale du châssis coté passager.
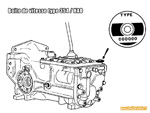
 La plaque d'identification de la boite de vitesse est fixée sur la boite de vitesse (l'emplacement de la plaque dépendra du modèle de la boite).
La plaque d'identification de la boite de vitesse est fixée sur la boite de vitesse (l'emplacement de la plaque dépendra du modèle de la boite).
 1 - Type du véhicule
1 - Type du véhicule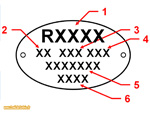 1 - Type du véhicule
1 - Type du véhicule 1 - Type du véhicule
1 - Type du véhicule
 1 - Type du véhicule
1 - Type du véhicule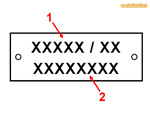
 - Les plaques constructeur du véhicule se situent sur le tablier à coté du système de fermeture du capot
- Les plaques constructeur du véhicule se situent sur le tablier à coté du système de fermeture du capot Le numéro de série frappé à froid du véhicule est situé sur la traverse centrale du châssis coté passager.
Le numéro de série frappé à froid du véhicule est situé sur la traverse centrale du châssis coté passager.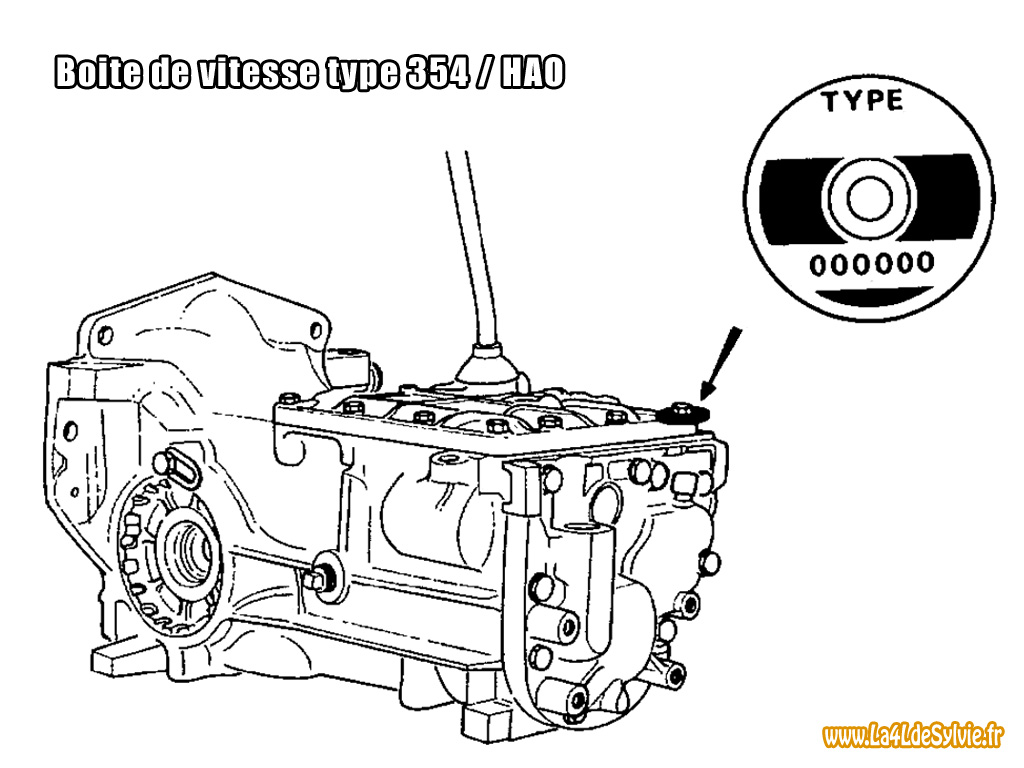
 La plaque d'identification de la boite de vitesse est fixée sur la boite de vitesse (l'emplacement de la plaque dépendra du modèle de la boite).
La plaque d'identification de la boite de vitesse est fixée sur la boite de vitesse (l'emplacement de la plaque dépendra du modèle de la boite). 1 - Type du véhicule
1 - Type du véhicule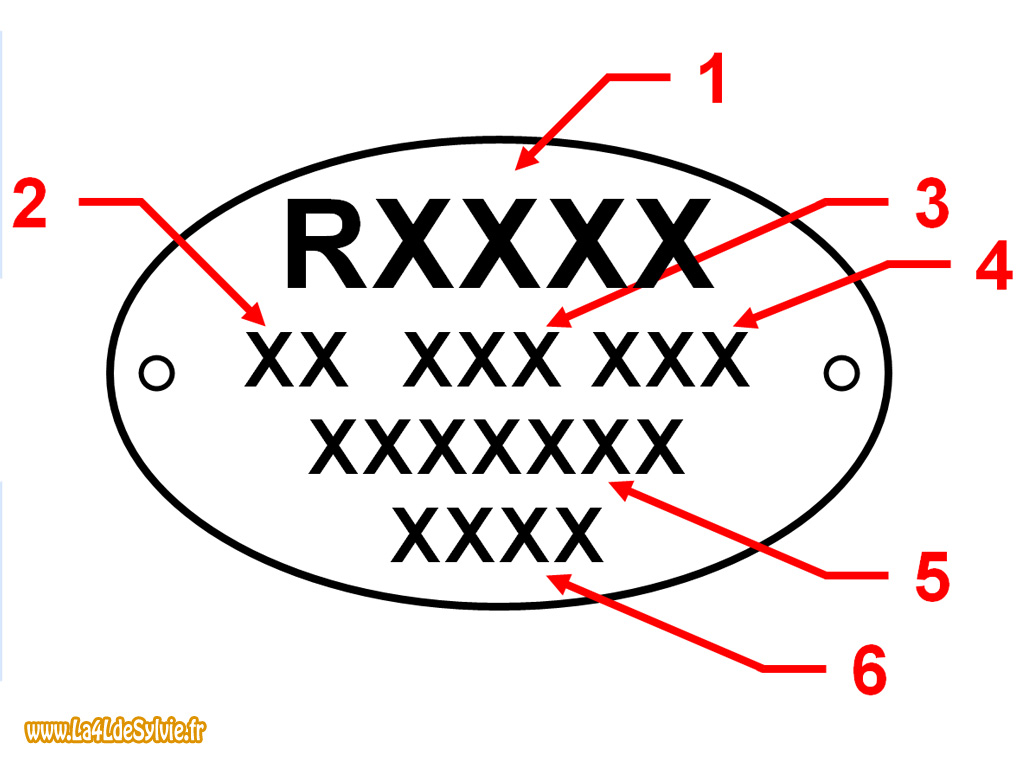 1 - Type du véhicule
1 - Type du véhicule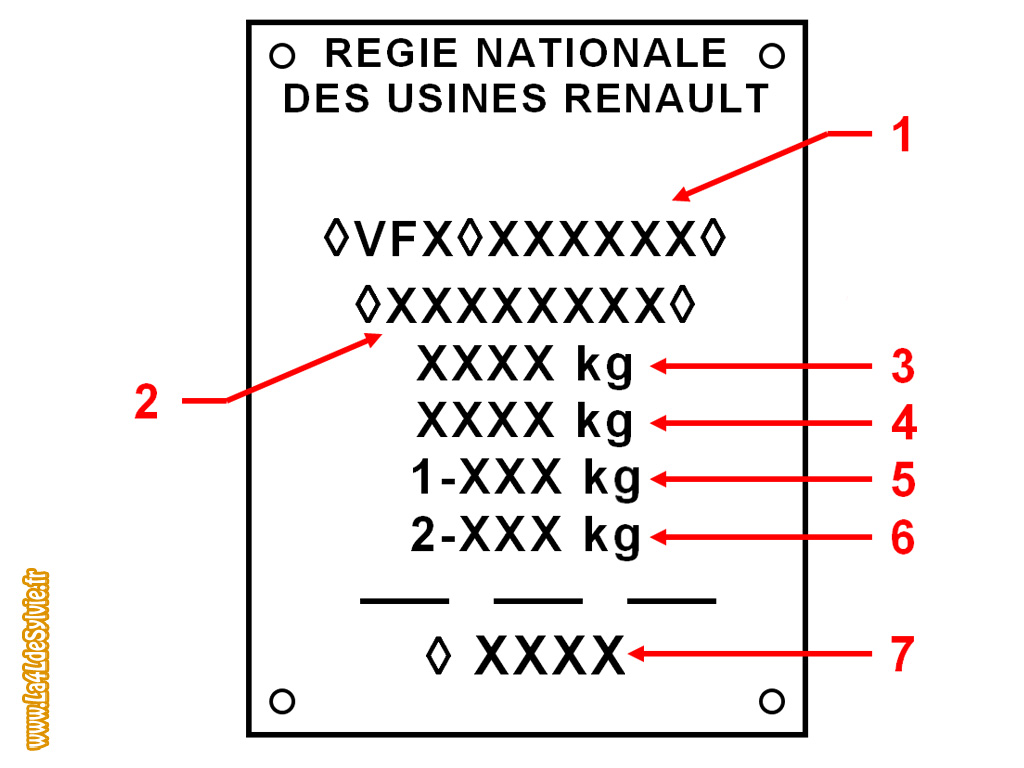 1 - Type du véhicule
1 - Type du véhicule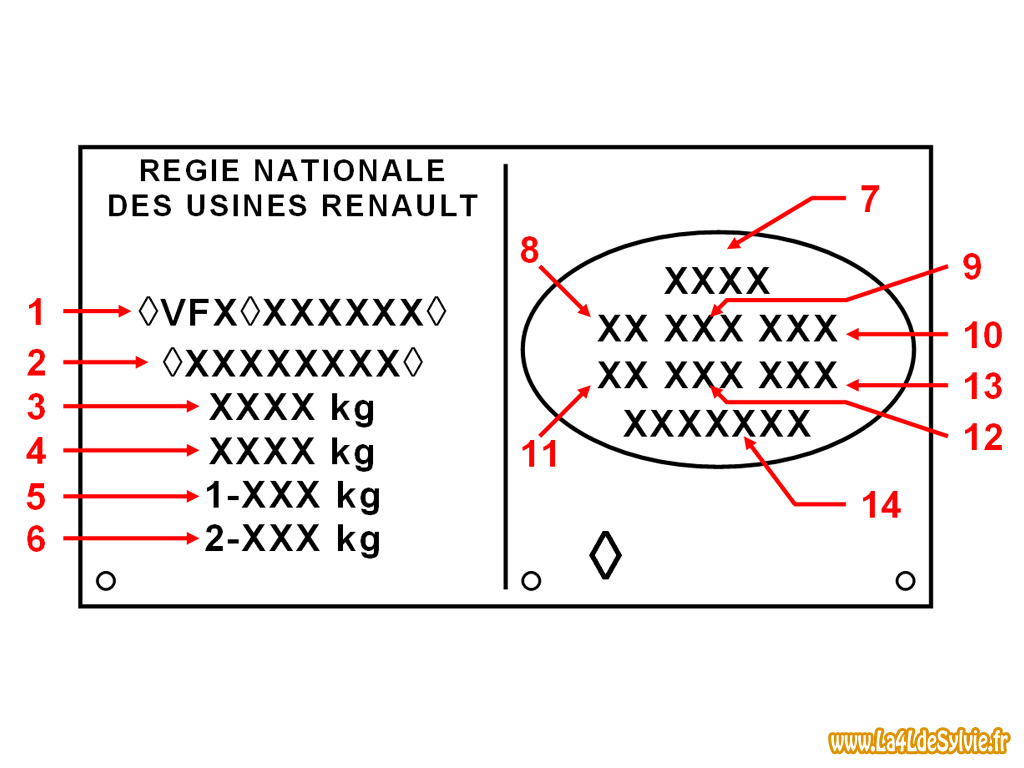

 .
. Et le petit plus qui fait plaisir c'est que ces deux tableaux sont disponibles non seulement au format PDF (via le petit icône sous chacun des tableaux) mais aussi au format Excel via le lien ci-contre ⇒
Et le petit plus qui fait plaisir c'est que ces deux tableaux sont disponibles non seulement au format PDF (via le petit icône sous chacun des tableaux) mais aussi au format Excel via le lien ci-contre ⇒


 Attention : débrancher la batterie avant de commencer à travailler sur le moteur!
Attention : débrancher la batterie avant de commencer à travailler sur le moteur!
 Réaliser une vidange du liquide de refroidissement.
Réaliser une vidange du liquide de refroidissement.

 Déposer la boite à air complète (couvercle + base). Il existe plusieurs modèles différents mais la dépose n'est jamais bien compliquée.
Déposer la boite à air complète (couvercle + base). Il existe plusieurs modèles différents mais la dépose n'est jamais bien compliquée.

 Sur le carburateur, déposer le câble d'accélérateur, le câble de starter, la durite d'arrivée d'essence et les durites de recyclage d'huile (exemple d'un carburateur Zénith 28IF sur les photos).
Sur le carburateur, déposer le câble d'accélérateur, le câble de starter, la durite d'arrivée d'essence et les durites de recyclage d'huile (exemple d'un carburateur Zénith 28IF sur les photos).
 Déposer les courroies de pompe à eau et d'alternateur.
Déposer les courroies de pompe à eau et d'alternateur.
 Désaccoupler et retirer le tube du levier de boîte de vitesse.
Désaccoupler et retirer le tube du levier de boîte de vitesse.
 Désaccoupler le tube d'échappement en sortie de collecteur.
Désaccoupler le tube d'échappement en sortie de collecteur.

 Désaccoupler les durites de refroidissement branchées sur la pompe à eau (3 au dessus et 1 en dessous).
Désaccoupler les durites de refroidissement branchées sur la pompe à eau (3 au dessus et 1 en dessous).
 Débrancher le fil de témoin de température de culasse.
Débrancher le fil de témoin de température de culasse.
 Débrancher et retirer les fils de bougie.
Débrancher et retirer les fils de bougie.

 Débrancher les fils de l'alternateur puis retirer l'alternateur (en ôtant la vis de pivot).
Débrancher les fils de l'alternateur puis retirer l'alternateur (en ôtant la vis de pivot).
 Déposer le carburateur en retirant les 2 écrous à la base de celui-ci.
Déposer le carburateur en retirant les 2 écrous à la base de celui-ci.
 Déposer le collecteur d'admission-échappement complet (cf. tutoriel de Changement du joint de collecteur d'admission-échappement). Dans ce cas la dépose du carburateur comme décris ci-dessus n'est pas nécessaire.
Déposer le collecteur d'admission-échappement complet (cf. tutoriel de Changement du joint de collecteur d'admission-échappement). Dans ce cas la dépose du carburateur comme décris ci-dessus n'est pas nécessaire. Déposer l'allumeur en retirant simplement l'écrou à la base ce celui-ci.
Déposer l'allumeur en retirant simplement l'écrou à la base ce celui-ci. Déposer le couvre-culasse en dévissant les 2 écrous en cuivre qui le maintiennent en place. Attention à ne pas abimer le joint d'étanchéité qui pourra être réutilisé pour le remontage.
Déposer le couvre-culasse en dévissant les 2 écrous en cuivre qui le maintiennent en place. Attention à ne pas abimer le joint d'étanchéité qui pourra être réutilisé pour le remontage.
 Retirer les 4 vis qui maintiennent l'arbre des culbuteurs puis le retirer (attention à le stocker dans un endroit propre afin de ne pas salir ou boucher les circuits de graissage).
Retirer les 4 vis qui maintiennent l'arbre des culbuteurs puis le retirer (attention à le stocker dans un endroit propre afin de ne pas salir ou boucher les circuits de graissage).
 Retirer les tiges de culbuteurs : noter leurs emplacements respectifs afin de les reposer au même endroit.
Retirer les tiges de culbuteurs : noter leurs emplacements respectifs afin de les reposer au même endroit.
 Dévisser et retirer les vis de culasse sauf la vis centrale située côté allumeur (cf. photo). Dévisser cette dernière vis d'environ ½ tour.
Dévisser et retirer les vis de culasse sauf la vis centrale située côté allumeur (cf. photo). Dévisser cette dernière vis d'environ ½ tour.
 Décoller la culasse délicatement en la faisait pivoter sur l'axe de la vis laissée en place ⇒ un "arrachage" de la culasse risquerait de décoller les chemises obligeant au démontage complet du moteur pour remplacement des joints d'embase.
Décoller la culasse délicatement en la faisait pivoter sur l'axe de la vis laissée en place ⇒ un "arrachage" de la culasse risquerait de décoller les chemises obligeant au démontage complet du moteur pour remplacement des joints d'embase.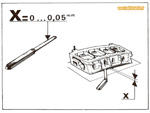 Les plans de joint doivent être propres et exempts de graisse ou de particules. Le mieux étant de nettoyer les plans de joint avec de l'acétone ou de l'essence. Attention : si la culasse à subit une surchauffe avant son démontage, il est prudent de vérifier la déformation du plan de joint à l'aide d'une règle rectifiée ou de préférence, au marbre. En cas de dépassement des côtes, une rectification de la culasse par un professionnel est nécessaire. Déformation du plan de joint : 0,05mm maximum.
Les plans de joint doivent être propres et exempts de graisse ou de particules. Le mieux étant de nettoyer les plans de joint avec de l'acétone ou de l'essence. Attention : si la culasse à subit une surchauffe avant son démontage, il est prudent de vérifier la déformation du plan de joint à l'aide d'une règle rectifiée ou de préférence, au marbre. En cas de dépassement des côtes, une rectification de la culasse par un professionnel est nécessaire. Déformation du plan de joint : 0,05mm maximum.
 Reposez le joint neuf sur le moteur avec le repère "Haut-top" vers le haut et reposer la culasse par dessus.
Reposez le joint neuf sur le moteur avec le repère "Haut-top" vers le haut et reposer la culasse par dessus.
 Remettre les vis en place. Il est normalement conseillé de mettre des vis neuve à chaque serrage de culasse. Personnellement je ne le fais pas à chaque fois mais il est important de vérifier leur état (filetage en bon état et absence de corrosion).
Remettre les vis en place. Il est normalement conseillé de mettre des vis neuve à chaque serrage de culasse. Personnellement je ne le fais pas à chaque fois mais il est important de vérifier leur état (filetage en bon état et absence de corrosion). Pour bien faire, procéder au réglage rapide du jeu des culbuteurs (un réglage plus fin sera réalisé après le second serrage de la culasse).
Pour bien faire, procéder au réglage rapide du jeu des culbuteurs (un réglage plus fin sera réalisé après le second serrage de la culasse).

 Procéder au remplissage du circuit de refroidissement.
Procéder au remplissage du circuit de refroidissement.
 Desserrer la première vis de 1/4 de tour, puis la revisser au couple de serrage préconisé plus haut (entre 55 et 65 N.m). Procéder ensuite de la même manière pour les autres vis dans l'ordre de serrage (allez, je suis sympa je remets la photo pour éviter les doutes).
Desserrer la première vis de 1/4 de tour, puis la revisser au couple de serrage préconisé plus haut (entre 55 et 65 N.m). Procéder ensuite de la même manière pour les autres vis dans l'ordre de serrage (allez, je suis sympa je remets la photo pour éviter les doutes).

 Attention : débrancher la batterie avant de commencer à travailler sur le moteur!
Attention : débrancher la batterie avant de commencer à travailler sur le moteur!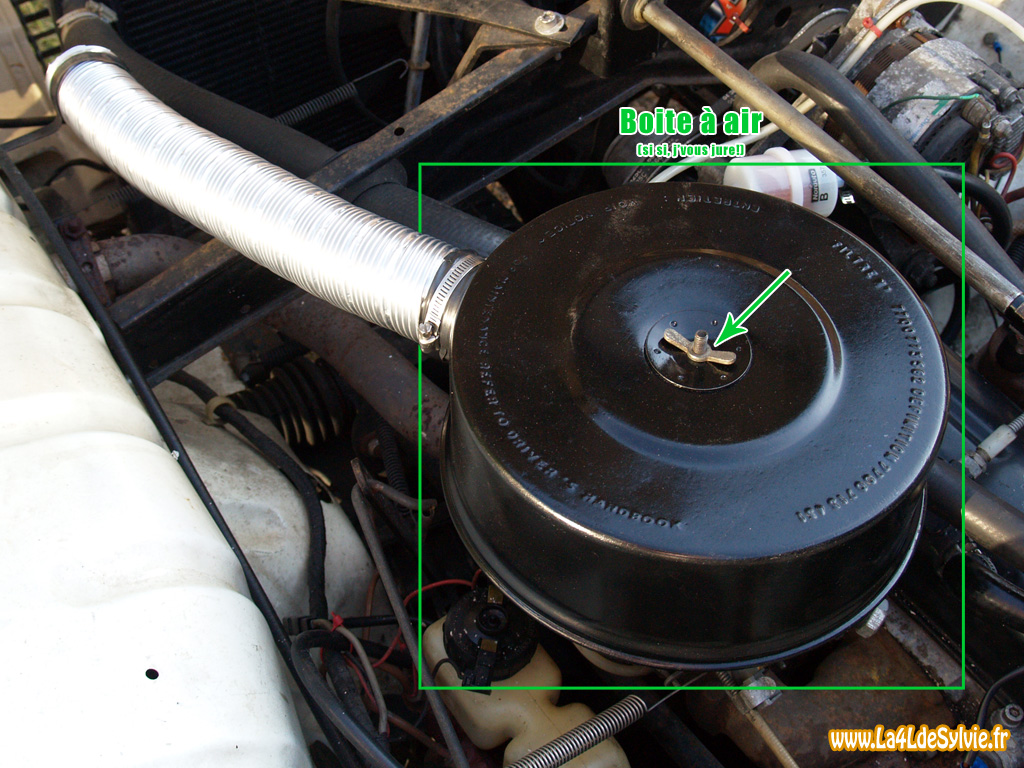
 Déposer la boite à air complète (couvercle + base). Il existe plusieurs modèles différents mais la dépose n'est jamais bien compliquée.
Déposer la boite à air complète (couvercle + base). Il existe plusieurs modèles différents mais la dépose n'est jamais bien compliquée.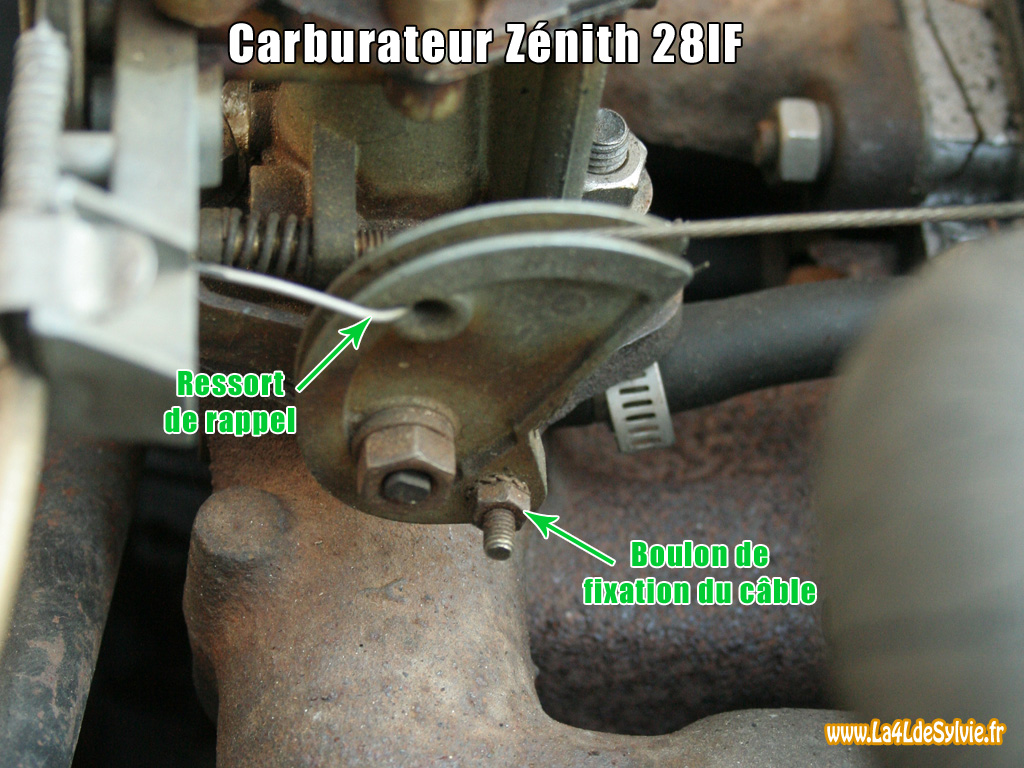
 Sur le carburateur, déposer le câble d'accélérateur, le câble de starter, la durite d'arrivée d'essence et les durites de recyclage d'huile (exemple d'un carburateur Zénith 28IF sur les photos).
Sur le carburateur, déposer le câble d'accélérateur, le câble de starter, la durite d'arrivée d'essence et les durites de recyclage d'huile (exemple d'un carburateur Zénith 28IF sur les photos). Désaccoupler et retirer le tube du levier de boîte de vitesse.
Désaccoupler et retirer le tube du levier de boîte de vitesse. Désaccoupler le tube d'échappement en sortie de collecteur.
Désaccoupler le tube d'échappement en sortie de collecteur.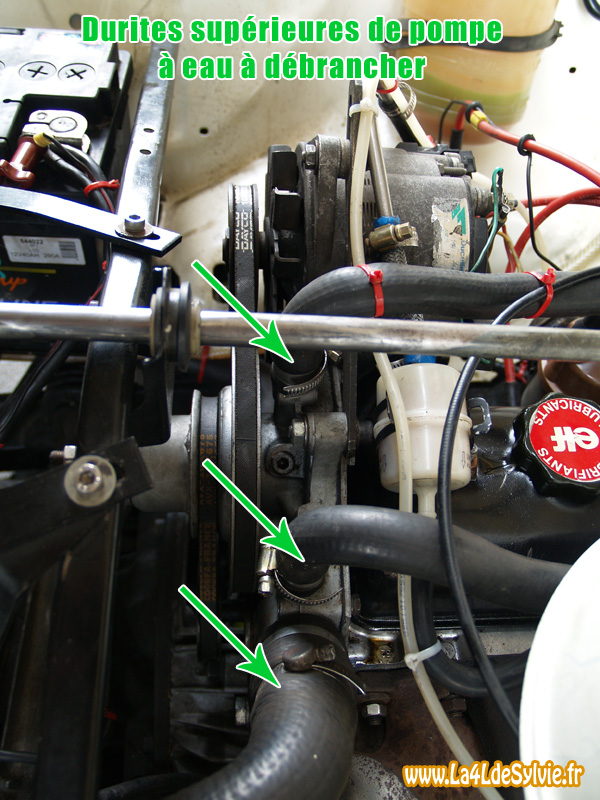
 Désaccoupler les durites de refroidissement branchées sur la pompe à eau (3 au dessus et 1 en dessous).
Désaccoupler les durites de refroidissement branchées sur la pompe à eau (3 au dessus et 1 en dessous).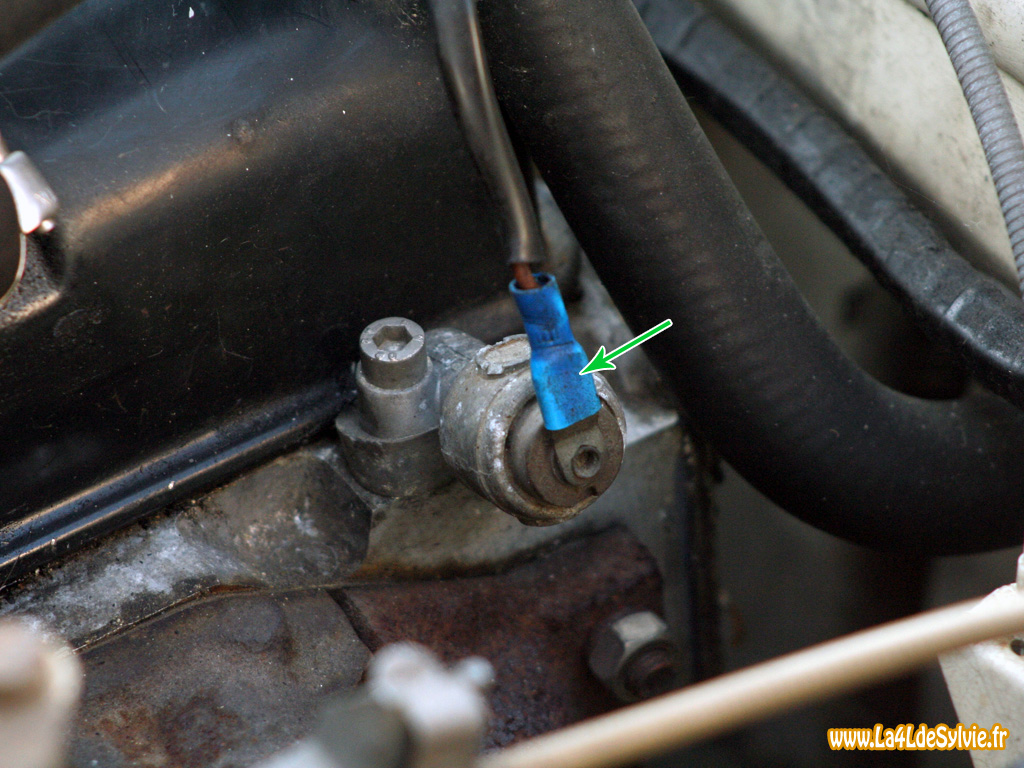 Débrancher le fil de témoin de température de culasse.
Débrancher le fil de témoin de température de culasse.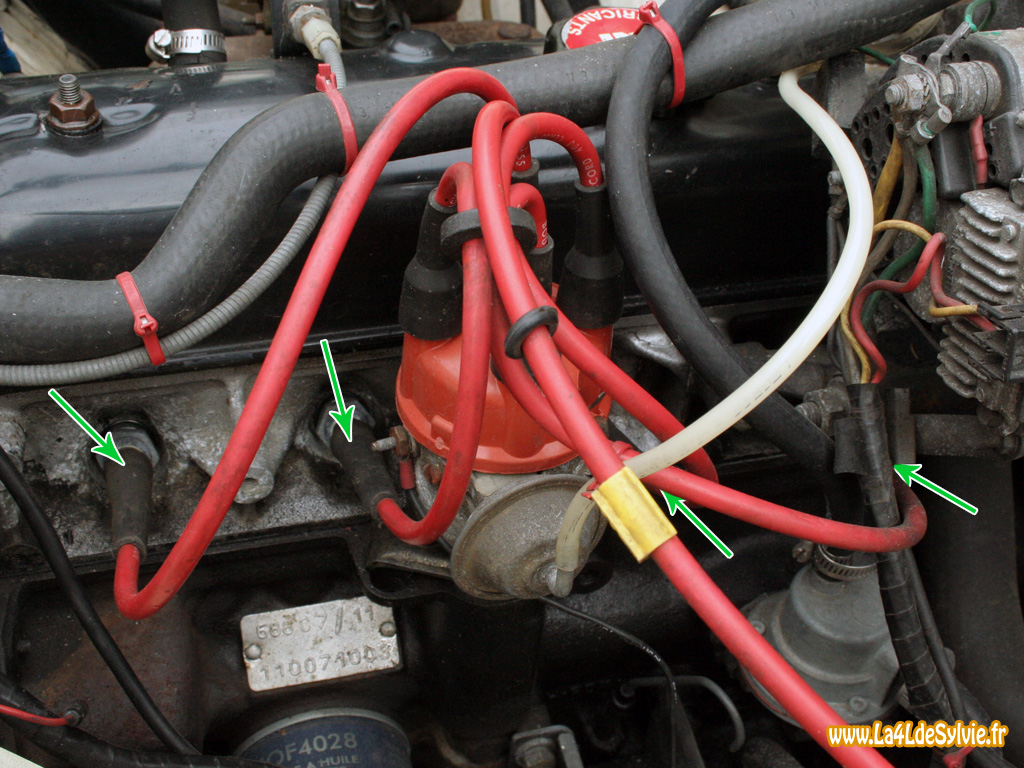 Débrancher et retirer les fils de bougie.
Débrancher et retirer les fils de bougie.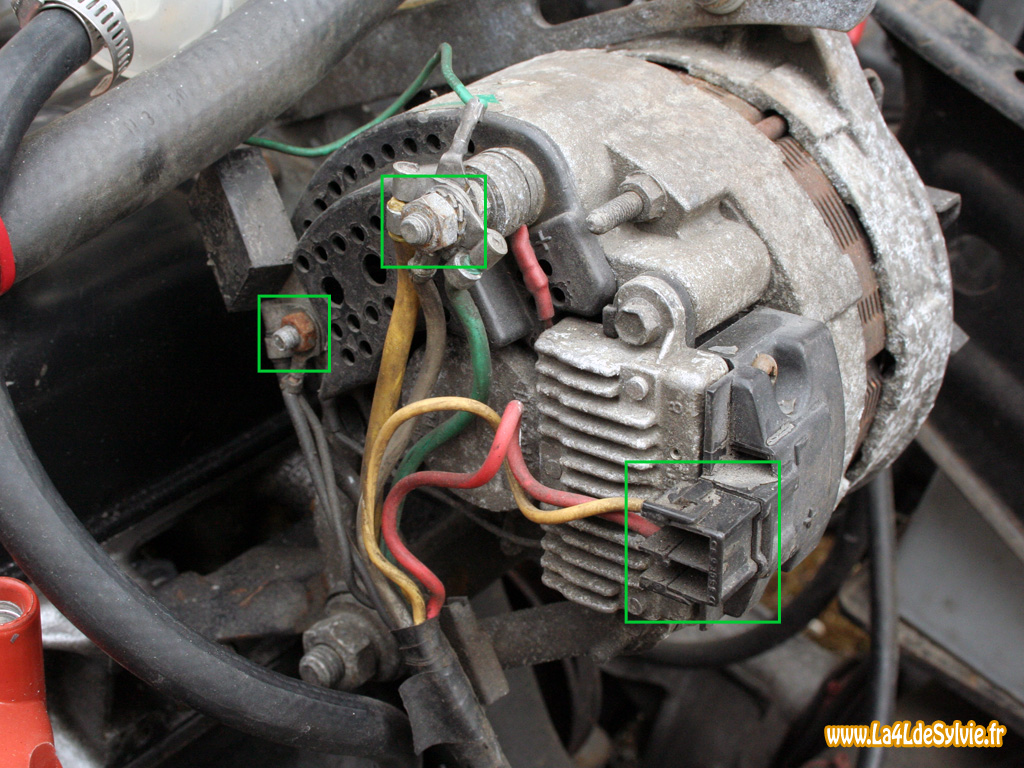
 Débrancher les fils de l'alternateur puis retirer l'alternateur (en ôtant la vis de pivot).
Débrancher les fils de l'alternateur puis retirer l'alternateur (en ôtant la vis de pivot).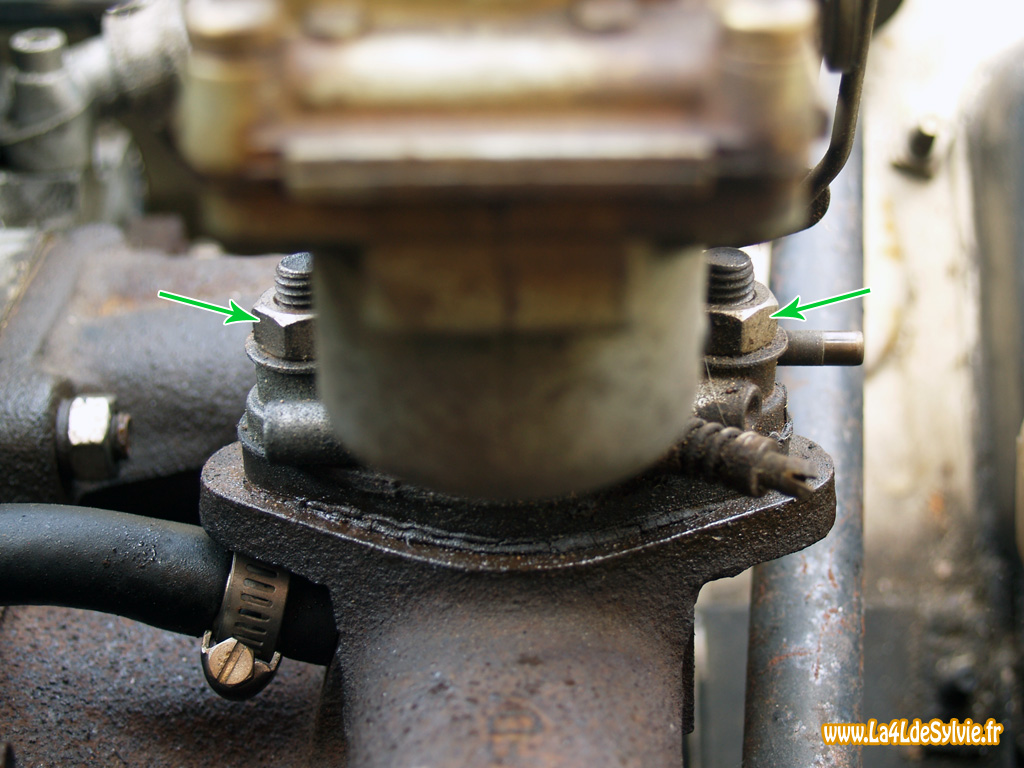 Déposer le carburateur en retirant les 2 écrous à la base de celui-ci.
Déposer le carburateur en retirant les 2 écrous à la base de celui-ci.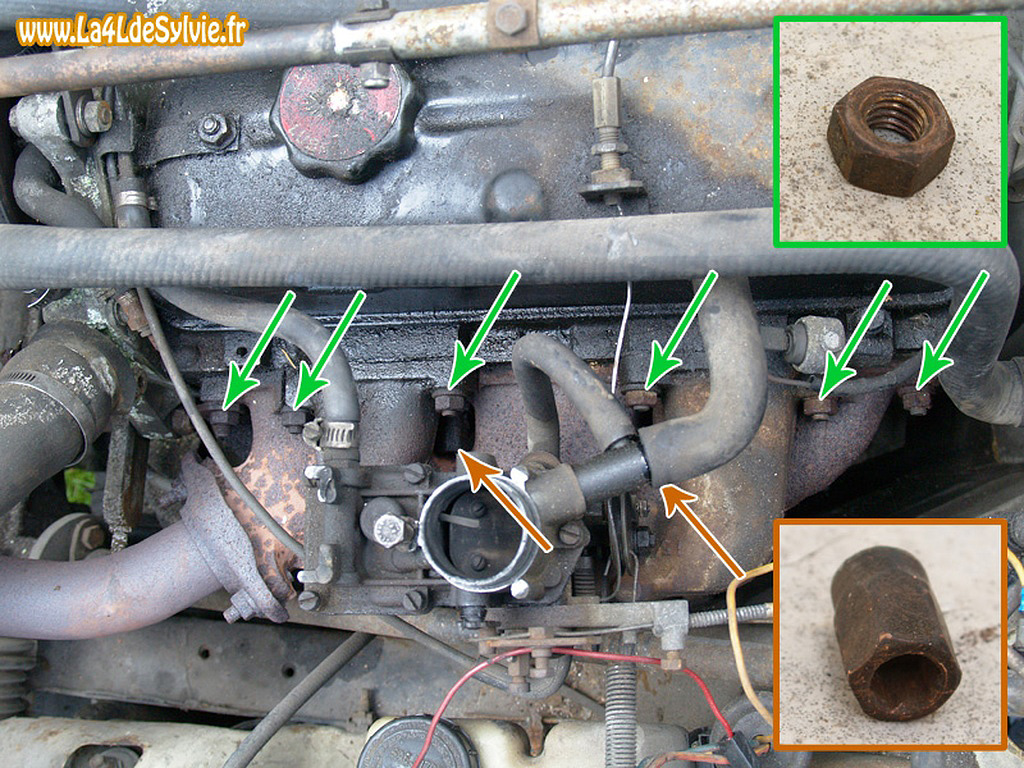 Déposer le collecteur d'admission-échappement complet (cf. tutoriel de Changement du joint de collecteur d'admission-échappement). Dans ce cas la dépose du carburateur comme décris ci-dessus n'est pas nécessaire.
Déposer le collecteur d'admission-échappement complet (cf. tutoriel de Changement du joint de collecteur d'admission-échappement). Dans ce cas la dépose du carburateur comme décris ci-dessus n'est pas nécessaire.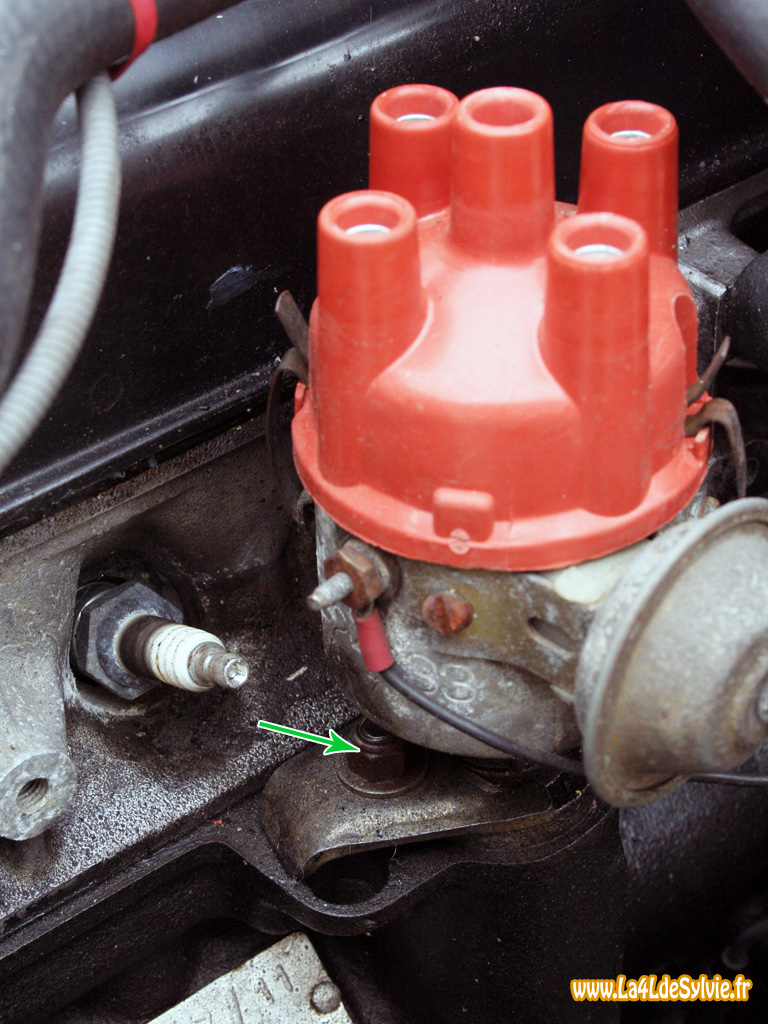 Déposer l'allumeur en retirant simplement l'écrou à la base ce celui-ci.
Déposer l'allumeur en retirant simplement l'écrou à la base ce celui-ci.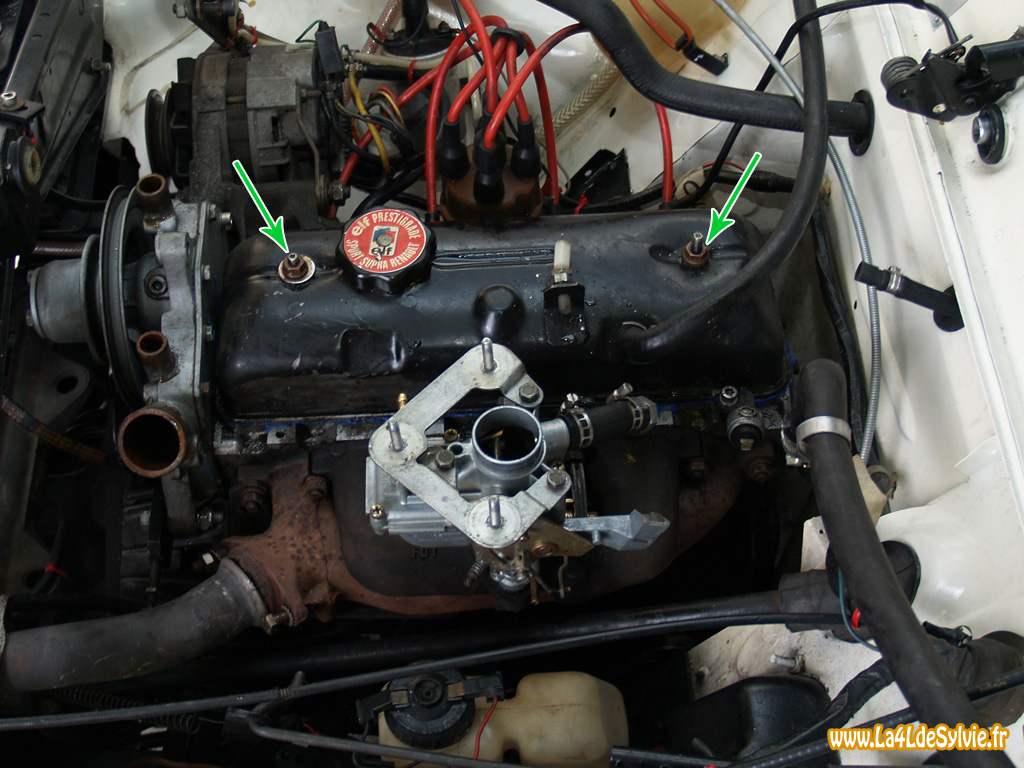 Déposer le couvre-culasse en dévissant les 2 écrous en cuivre qui le maintiennent en place. Attention à ne pas abimer le joint d'étanchéité qui pourra être réutilisé pour le remontage.
Déposer le couvre-culasse en dévissant les 2 écrous en cuivre qui le maintiennent en place. Attention à ne pas abimer le joint d'étanchéité qui pourra être réutilisé pour le remontage.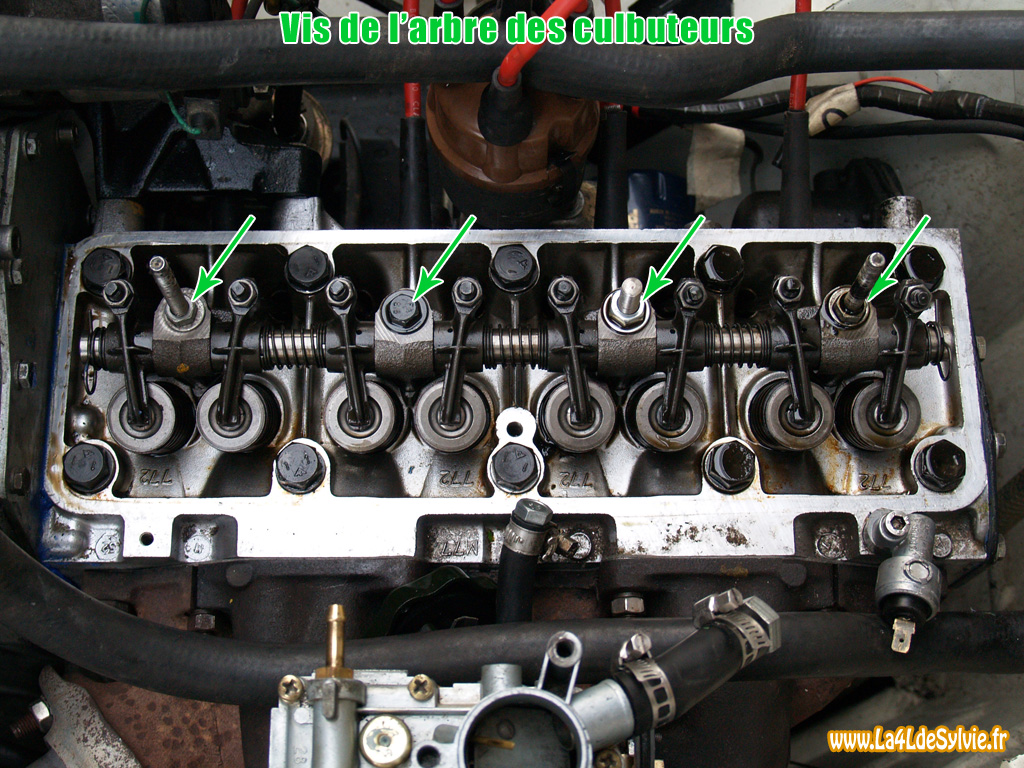 Retirer les 4 vis qui maintiennent l'arbre des culbuteurs puis le retirer (attention à le stocker dans un endroit propre afin de ne pas salir ou boucher les circuits de graissage).
Retirer les 4 vis qui maintiennent l'arbre des culbuteurs puis le retirer (attention à le stocker dans un endroit propre afin de ne pas salir ou boucher les circuits de graissage).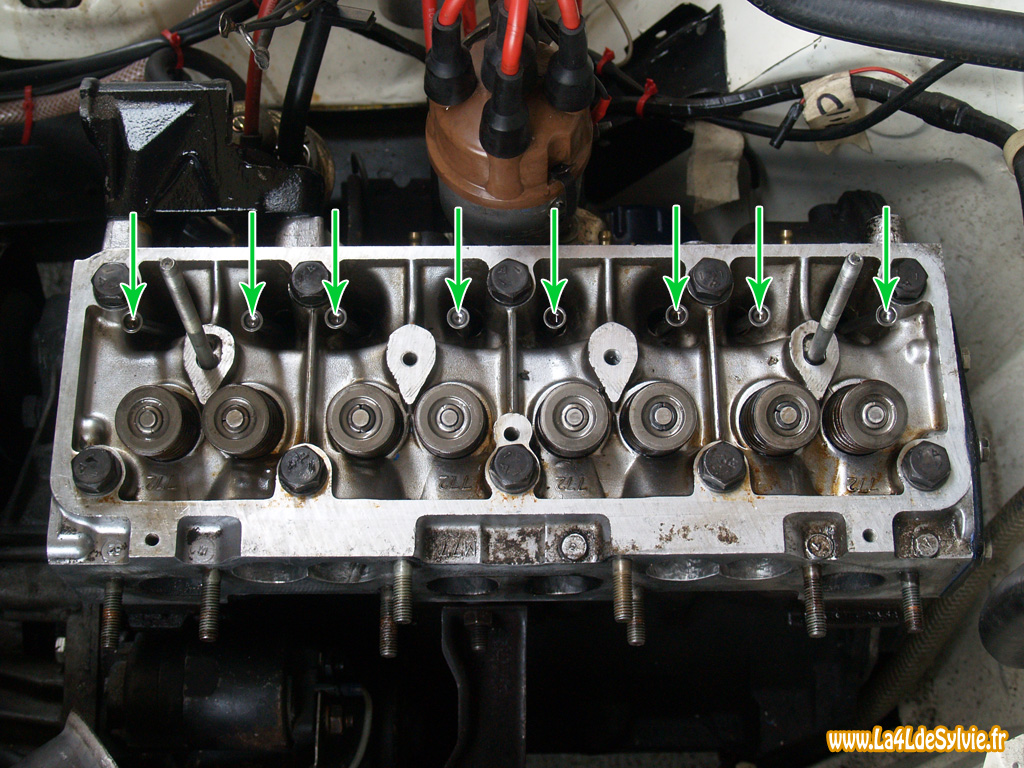 Retirer les tiges de culbuteurs : noter leurs emplacements respectifs afin de les reposer au même endroit.
Retirer les tiges de culbuteurs : noter leurs emplacements respectifs afin de les reposer au même endroit.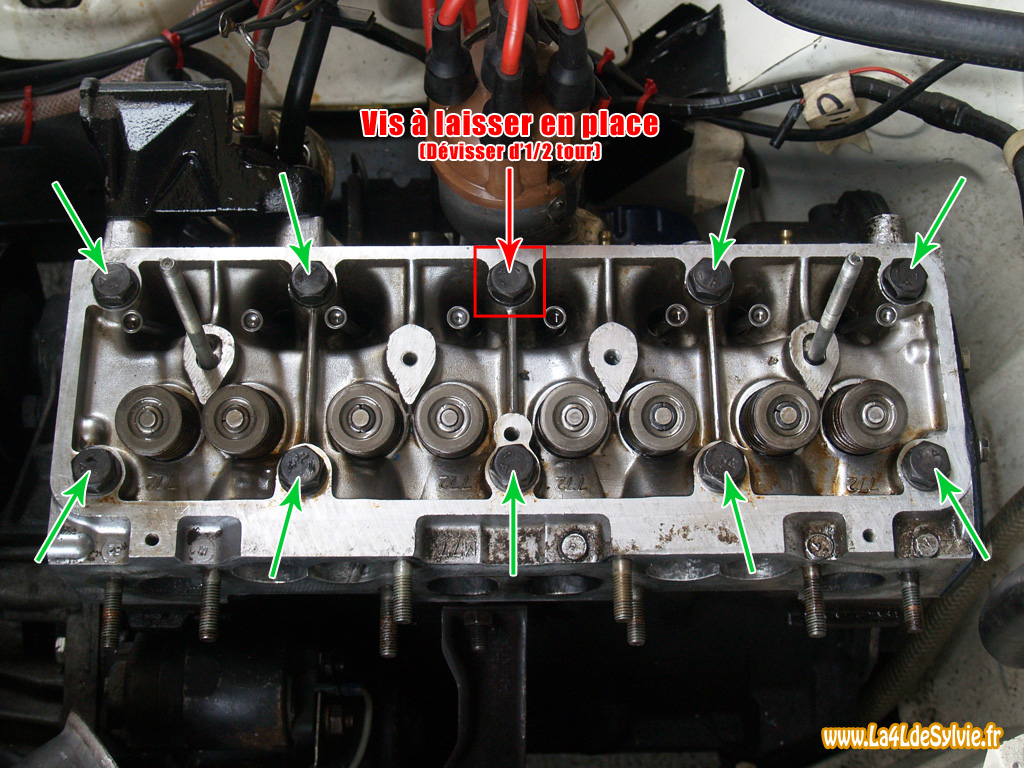 Dévisser et retirer les vis de culasse sauf la vis centrale située côté allumeur (cf. photo). Dévisser cette dernière vis d'environ ½ tour.
Dévisser et retirer les vis de culasse sauf la vis centrale située côté allumeur (cf. photo). Dévisser cette dernière vis d'environ ½ tour.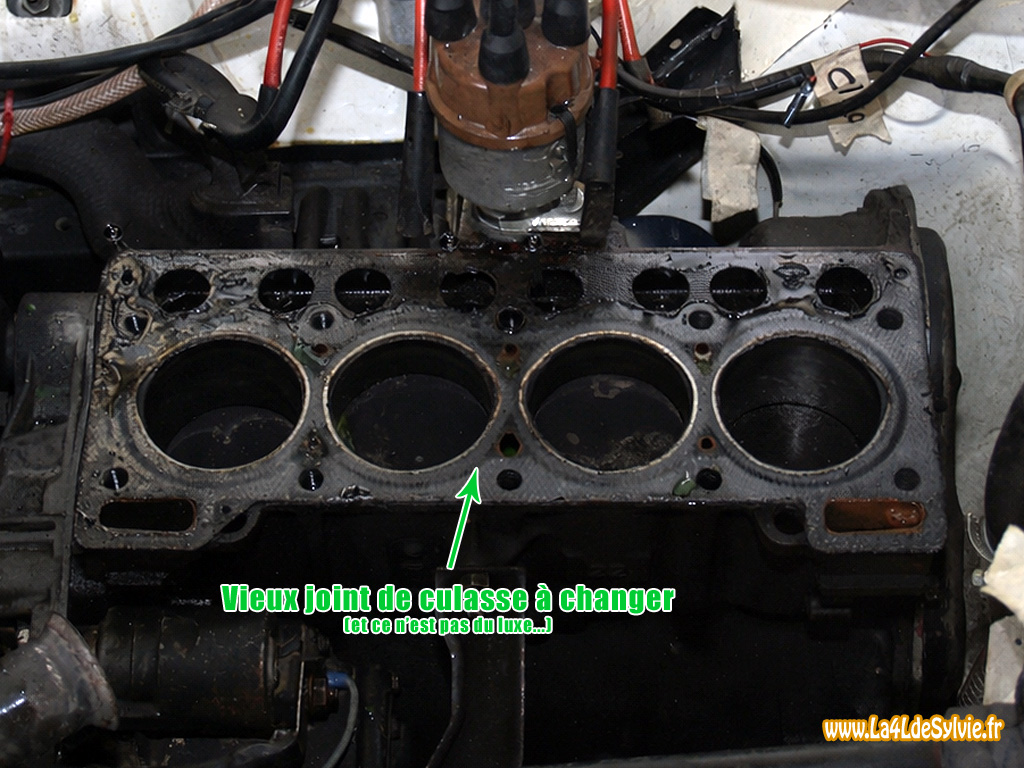 Décoller la culasse délicatement en la faisait pivoter sur l'axe de la vis laissée en place ⇒ un "arrachage" de la culasse risquerait de décoller les chemises obligeant au démontage complet du moteur pour remplacement des joints d'embase.
Décoller la culasse délicatement en la faisait pivoter sur l'axe de la vis laissée en place ⇒ un "arrachage" de la culasse risquerait de décoller les chemises obligeant au démontage complet du moteur pour remplacement des joints d'embase.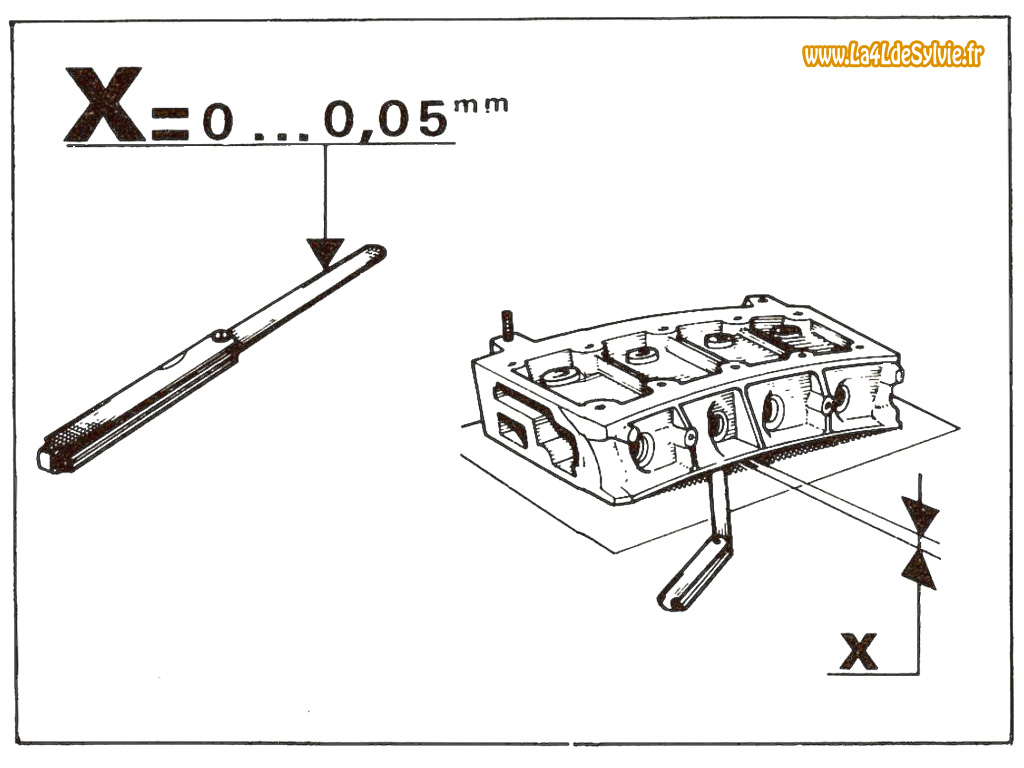 Les plans de joint doivent être propres et exempts de graisse ou de particules. Le mieux étant de nettoyer les plans de joint avec de l'acétone ou de l'essence. Attention : si la culasse à subit une surchauffe avant son démontage, il est prudent de vérifier la déformation du plan de joint à l'aide d'une règle rectifiée ou de préférence, au marbre. En cas de dépassement des côtes, une rectification de la culasse par un professionnel est nécessaire. Déformation du plan de joint : 0,05mm maximum.
Les plans de joint doivent être propres et exempts de graisse ou de particules. Le mieux étant de nettoyer les plans de joint avec de l'acétone ou de l'essence. Attention : si la culasse à subit une surchauffe avant son démontage, il est prudent de vérifier la déformation du plan de joint à l'aide d'une règle rectifiée ou de préférence, au marbre. En cas de dépassement des côtes, une rectification de la culasse par un professionnel est nécessaire. Déformation du plan de joint : 0,05mm maximum.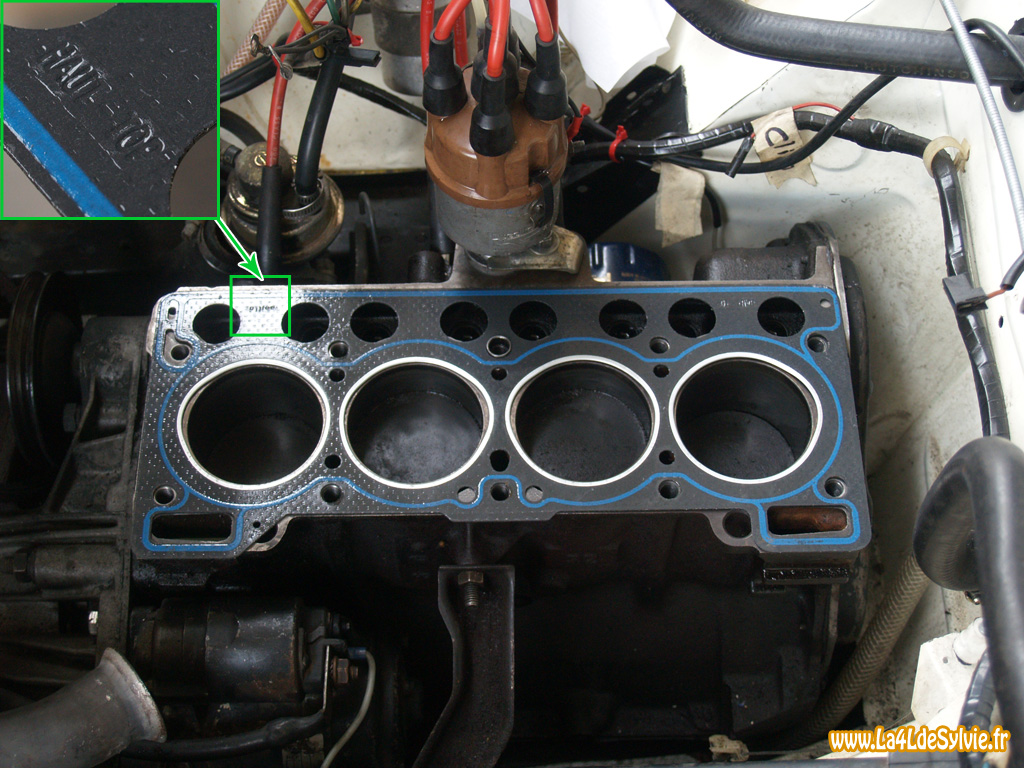 Reposez le joint neuf sur le moteur avec le repère "Haut-top" vers le haut et reposer la culasse par dessus.
Reposez le joint neuf sur le moteur avec le repère "Haut-top" vers le haut et reposer la culasse par dessus.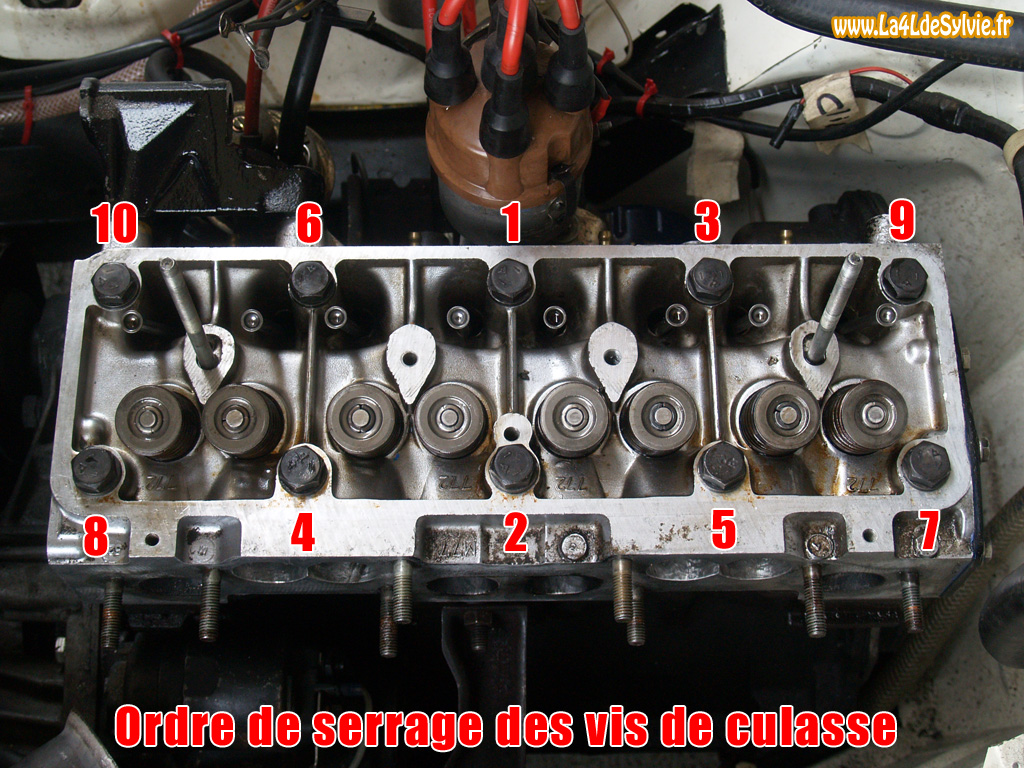 Remettre les vis en place. Il est normalement conseillé de mettre des vis neuve à chaque serrage de culasse. Personnellement je ne le fais pas à chaque fois mais il est important de vérifier leur état (filetage en bon état et absence de corrosion).
Remettre les vis en place. Il est normalement conseillé de mettre des vis neuve à chaque serrage de culasse. Personnellement je ne le fais pas à chaque fois mais il est important de vérifier leur état (filetage en bon état et absence de corrosion).
 Desserrer la première vis de 1/4 de tour, puis la revisser au couple de serrage préconisé plus haut (entre 55 et 65 N.m). Procéder ensuite de la même manière pour les autres vis dans l'ordre de serrage (allez, je suis sympa je remets la photo pour éviter les doutes).
Desserrer la première vis de 1/4 de tour, puis la revisser au couple de serrage préconisé plus haut (entre 55 et 65 N.m). Procéder ensuite de la même manière pour les autres vis dans l'ordre de serrage (allez, je suis sympa je remets la photo pour éviter les doutes).
 Lors de la vie du moteur, les parois des chemises sont polies par l'usure et le frottement des segments.
Lors de la vie du moteur, les parois des chemises sont polies par l'usure et le frottement des segments.
 L'opération est simple mais il faut respecter certaines règles :
L'opération est simple mais il faut respecter certaines règles :
 Ci-contre un cylindre avant et après déglaçage.
Ci-contre un cylindre avant et après déglaçage.

 Commencer par insérer à la main le segment dans la chemise. Puis, à l'aide d'un piston, enfoncer uniformément le segment d'environ 1 à 2 cm dans la chemise.
Commencer par insérer à la main le segment dans la chemise. Puis, à l'aide d'un piston, enfoncer uniformément le segment d'environ 1 à 2 cm dans la chemise.
 A l'aide d'un jeu de cale, mesurer le jeu à la coupe du segment. Ce jeu doit être compris dans les valeurs préconisée par le fabricant du segment ou à défaut en suivant les valeurs dans le tableau ci-dessous.
A l'aide d'un jeu de cale, mesurer le jeu à la coupe du segment. Ce jeu doit être compris dans les valeurs préconisée par le fabricant du segment ou à défaut en suivant les valeurs dans le tableau ci-dessous.
 A l'aide d'un jeu de cale, mesurer le jeu latéral du segment lorsqu'il est dans la gorge du piston. Cette valeur doit être comprise entre 0,05 et 0,10mm. Ce contrôle peut être réalisé soit avec le segment déposé soit avec le segment déjà monté (cf. photos).
A l'aide d'un jeu de cale, mesurer le jeu latéral du segment lorsqu'il est dans la gorge du piston. Cette valeur doit être comprise entre 0,05 et 0,10mm. Ce contrôle peut être réalisé soit avec le segment déposé soit avec le segment déjà monté (cf. photos).
 Le remontage des segments doit toujours se faire à l'aide d'une pince à segment adaptée au diamètre des segments.
Le remontage des segments doit toujours se faire à l'aide d'une pince à segment adaptée au diamètre des segments. Lors de la vie du moteur, les parois des chemises sont polies par l'usure et le frottement des segments.
Lors de la vie du moteur, les parois des chemises sont polies par l'usure et le frottement des segments.
 L'opération est simple mais il faut respecter certaines règles :
L'opération est simple mais il faut respecter certaines règles :
 Ci-contre un cylindre avant et après déglaçage.
Ci-contre un cylindre avant et après déglaçage.

 Commencer par insérer à la main le segment dans la chemise. Puis, à l'aide d'un piston, enfoncer uniformément le segment d'environ 1 à 2 cm dans la chemise.
Commencer par insérer à la main le segment dans la chemise. Puis, à l'aide d'un piston, enfoncer uniformément le segment d'environ 1 à 2 cm dans la chemise.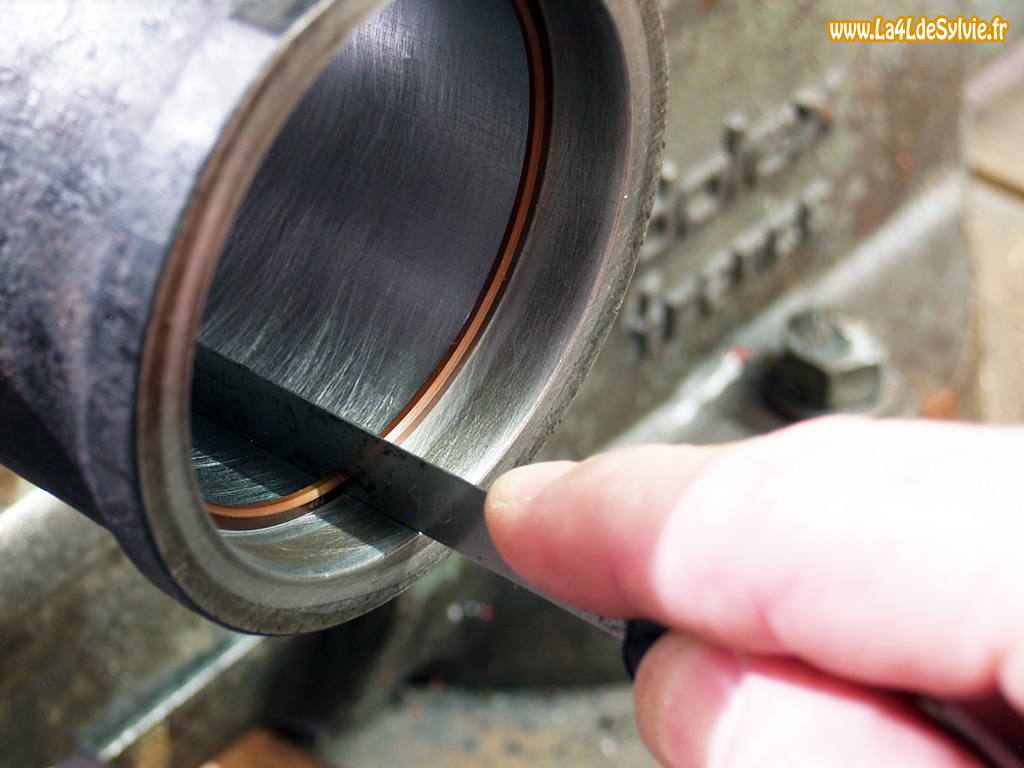 A l'aide d'un jeu de cale, mesurer le jeu à la coupe du segment. Ce jeu doit être compris dans les valeurs préconisée par le fabricant du segment ou à défaut en suivant les valeurs dans le tableau ci-dessous.
A l'aide d'un jeu de cale, mesurer le jeu à la coupe du segment. Ce jeu doit être compris dans les valeurs préconisée par le fabricant du segment ou à défaut en suivant les valeurs dans le tableau ci-dessous.
 A l'aide d'un jeu de cale, mesurer le jeu latéral du segment lorsqu'il est dans la gorge du piston. Cette valeur doit être comprise entre 0,05 et 0,10mm. Ce contrôle peut être réalisé soit avec le segment déposé soit avec le segment déjà monté (cf. photos).
A l'aide d'un jeu de cale, mesurer le jeu latéral du segment lorsqu'il est dans la gorge du piston. Cette valeur doit être comprise entre 0,05 et 0,10mm. Ce contrôle peut être réalisé soit avec le segment déposé soit avec le segment déjà monté (cf. photos).
 Le remontage des segments doit toujours se faire à l'aide d'une pince à segment adaptée au diamètre des segments.
Le remontage des segments doit toujours se faire à l'aide d'une pince à segment adaptée au diamètre des segments. Ce tutoriel décrit le démontage de tous les éléments internes d'un moteur Cléon (ici un moteur 688D7/12). Certains démontages décrits ici sont optionnels et dépendront de l'état des éléments en question ou des travaux à réaliser (pignon de vilebrequin, bague de palier d'arbre à came, bague en bronze du vilebrequin, bride d'arbre à cames,...).
Ce tutoriel décrit le démontage de tous les éléments internes d'un moteur Cléon (ici un moteur 688D7/12). Certains démontages décrits ici sont optionnels et dépendront de l'état des éléments en question ou des travaux à réaliser (pignon de vilebrequin, bague de palier d'arbre à came, bague en bronze du vilebrequin, bride d'arbre à cames,...). Déposer le couvre-culasse en retirant les 2 écrous qui le maintiennent en place. Attention à ne pas abîmer le joint d'étanchéité qui pourra être réutilisé pour le remontage.
Déposer le couvre-culasse en retirant les 2 écrous qui le maintiennent en place. Attention à ne pas abîmer le joint d'étanchéité qui pourra être réutilisé pour le remontage.
 Dévisser et retirer les 12 vis de culasse.
Dévisser et retirer les 12 vis de culasse.
 Retirer la culasse en la décollant délicatement.
Retirer la culasse en la décollant délicatement. Retirer ensuite les tiges de culbuteurs et le joint de culasse.
Retirer ensuite les tiges de culbuteurs et le joint de culasse.
 Retirer les huit poussoirs de culbuteurs.
Retirer les huit poussoirs de culbuteurs. Afin d'éviter des désagréments, je conseil la fabrication d'un support pour les éléments mobiles du moteur et de la culasse (comme l'exemple ci-contre).
Afin d'éviter des désagréments, je conseil la fabrication d'un support pour les éléments mobiles du moteur et de la culasse (comme l'exemple ci-contre).
 Déposer l'embout de commande de l'allumeur qui est juste "posé" dans l'orifice de l'allumeur. Il est donc normalement facile de l'extraire après l'avoir attrapé avec une pince à bec long.
Déposer l'embout de commande de l'allumeur qui est juste "posé" dans l'orifice de l'allumeur. Il est donc normalement facile de l'extraire après l'avoir attrapé avec une pince à bec long. Par sécurité avant de retourner le moteur il est pertinent de bloquer les chemises afin d'éviter la chute de celles-ci (notamment quand les chapeaux de bielles seront déposés).
Par sécurité avant de retourner le moteur il est pertinent de bloquer les chemises afin d'éviter la chute de celles-ci (notamment quand les chapeaux de bielles seront déposés). Retirer les 14 vis du carter d'huile puis déposer celui-ci ainsi que les différents joints.
Retirer les 14 vis du carter d'huile puis déposer celui-ci ainsi que les différents joints.
 Déposer ensuite la pompe à huile en retirant les 3 vis à la base de celle-ci.
Déposer ensuite la pompe à huile en retirant les 3 vis à la base de celle-ci.
 Retirer les 8 vis et 2 écrous du carter de distribution puis déposer celui-ci.
Retirer les 8 vis et 2 écrous du carter de distribution puis déposer celui-ci.

 Retirer les 2 vis du tendeur de chaine puis déposer celui-ci ainsi que sa plaquette.
Retirer les 2 vis du tendeur de chaine puis déposer celui-ci ainsi que sa plaquette.

 Retirer la vis du pignon d'arbre à cames et le déposer avec la chaîne.
Retirer la vis du pignon d'arbre à cames et le déposer avec la chaîne.
 A l'aide d'un extracteur, retirer le pignon de vilebrequin ainsi que sa clavette (juste pour être sûr de ne pas la perdre plus tard).
A l'aide d'un extracteur, retirer le pignon de vilebrequin ainsi que sa clavette (juste pour être sûr de ne pas la perdre plus tard). Retirer les 2 vis de la bride d'arbre à cames.
Retirer les 2 vis de la bride d'arbre à cames.
 Extraire l'arbre à cames délicatement afin de ne pas rayer les portées.
Extraire l'arbre à cames délicatement afin de ne pas rayer les portées.
 Sur le bloc moteur, extraire le joint spi d'arbre à cames (avec les moyens du bord car je pars ici du principe qu'il ne sera pas réutilisé!).
Sur le bloc moteur, extraire le joint spi d'arbre à cames (avec les moyens du bord car je pars ici du principe qu'il ne sera pas réutilisé!).

 Enfin, seulement si besoin, extraire la bride d'arbre à came (et son entretoise) à l'aide d'un extracteur en faisant attention à ne pas la déformer.
Enfin, seulement si besoin, extraire la bride d'arbre à came (et son entretoise) à l'aide d'un extracteur en faisant attention à ne pas la déformer.


 Retirer les 2 vis du chapeau de bielle puis déposer celui-ci. Procéder ensuite de la même manière pour les 3 autres pistons.
Retirer les 2 vis du chapeau de bielle puis déposer celui-ci. Procéder ensuite de la même manière pour les 3 autres pistons.
 Retirer les vis des 5 chapeaux de palier du vilebrequin et retirer ensuite les 5 chapeaux de paliers.
Retirer les vis des 5 chapeaux de palier du vilebrequin et retirer ensuite les 5 chapeaux de paliers. L'une des vis du palier n°2 sert aussi pour le maintien du tube intérieur de jauge. Retirer le tube en tirant simplement dessus (il n'est normalement pas rentré en force mais sur un moteur un peu "vieux" il se peut qu'il soit légèrement "collé").
L'une des vis du palier n°2 sert aussi pour le maintien du tube intérieur de jauge. Retirer le tube en tirant simplement dessus (il n'est normalement pas rentré en force mais sur un moteur un peu "vieux" il se peut qu'il soit légèrement "collé").

 Une fois le vilebrequin déposé, retirer aussi les coussinets et les cales encore présentes sur le bloc moteur :
Une fois le vilebrequin déposé, retirer aussi les coussinets et les cales encore présentes sur le bloc moteur :

 Pour finir, si besoin, déposer la bague de centrage du l'arbre de boite de vitesse.
Pour finir, si besoin, déposer la bague de centrage du l'arbre de boite de vitesse.
 Les chemises sont normalement bien collées et il est généralement nécessaire de les chasser par en dessous en tapant dessus avec un morceau de bois (prévoir évidement quelque chose pour les réceptionner lorsqu'elles vont tomber).
Les chemises sont normalement bien collées et il est généralement nécessaire de les chasser par en dessous en tapant dessus avec un morceau de bois (prévoir évidement quelque chose pour les réceptionner lorsqu'elles vont tomber).

 Si besoin, déposer la bague de palier d'arbre à came.
Si besoin, déposer la bague de palier d'arbre à came.
 Retirer la vis qui maintien le tube de jauge puis chasser celui-ci par l'intérieur avec un tube ou un jet de diamètre adapté.
Retirer la vis qui maintien le tube de jauge puis chasser celui-ci par l'intérieur avec un tube ou un jet de diamètre adapté.
 Ce tutoriel décrit le démontage de tous les éléments internes d'un moteur Cléon (ici un moteur 688D7/12). Certains démontages décrits ici sont optionnels et dépendront de l'état des éléments en question ou des travaux à réaliser (pignon de vilebrequin, bague de palier d'arbre à came, bague en bronze du vilebrequin, bride d'arbre à cames,...).
Ce tutoriel décrit le démontage de tous les éléments internes d'un moteur Cléon (ici un moteur 688D7/12). Certains démontages décrits ici sont optionnels et dépendront de l'état des éléments en question ou des travaux à réaliser (pignon de vilebrequin, bague de palier d'arbre à came, bague en bronze du vilebrequin, bride d'arbre à cames,...). Déposer le couvre-culasse en retirant les 2 écrous qui le maintiennent en place. Attention à ne pas abîmer le joint d'étanchéité qui pourra être réutilisé pour le remontage.
Déposer le couvre-culasse en retirant les 2 écrous qui le maintiennent en place. Attention à ne pas abîmer le joint d'étanchéité qui pourra être réutilisé pour le remontage. Dévisser et retirer les 12 vis de culasse.
Dévisser et retirer les 12 vis de culasse. Retirer la culasse en la décollant délicatement.
Retirer la culasse en la décollant délicatement. Retirer ensuite les tiges de culbuteurs et le joint de culasse.
Retirer ensuite les tiges de culbuteurs et le joint de culasse.
 Retirer les huit poussoirs de culbuteurs.
Retirer les huit poussoirs de culbuteurs. Afin d'éviter des désagréments, je conseil la fabrication d'un support pour les éléments mobiles du moteur et de la culasse (comme l'exemple ci-contre).
Afin d'éviter des désagréments, je conseil la fabrication d'un support pour les éléments mobiles du moteur et de la culasse (comme l'exemple ci-contre).
 Déposer l'embout de commande de l'allumeur qui est juste "posé" dans l'orifice de l'allumeur. Il est donc normalement facile de l'extraire après l'avoir attrapé avec une pince à bec long.
Déposer l'embout de commande de l'allumeur qui est juste "posé" dans l'orifice de l'allumeur. Il est donc normalement facile de l'extraire après l'avoir attrapé avec une pince à bec long. Par sécurité avant de retourner le moteur il est pertinent de bloquer les chemises afin d'éviter la chute de celles-ci (notamment quand les chapeaux de bielles seront déposés).
Par sécurité avant de retourner le moteur il est pertinent de bloquer les chemises afin d'éviter la chute de celles-ci (notamment quand les chapeaux de bielles seront déposés). Retirer les 14 vis du carter d'huile puis déposer celui-ci ainsi que les différents joints.
Retirer les 14 vis du carter d'huile puis déposer celui-ci ainsi que les différents joints. Déposer ensuite la pompe à huile en retirant les 3 vis à la base de celle-ci.
Déposer ensuite la pompe à huile en retirant les 3 vis à la base de celle-ci. Retirer les 8 vis et 2 écrous du carter de distribution puis déposer celui-ci.
Retirer les 8 vis et 2 écrous du carter de distribution puis déposer celui-ci.
 Retirer les 2 vis du tendeur de chaine puis déposer celui-ci ainsi que sa plaquette.
Retirer les 2 vis du tendeur de chaine puis déposer celui-ci ainsi que sa plaquette.
 Retirer la vis du pignon d'arbre à cames et le déposer avec la chaîne.
Retirer la vis du pignon d'arbre à cames et le déposer avec la chaîne.
 A l'aide d'un extracteur, retirer le pignon de vilebrequin ainsi que sa clavette (juste pour être sûr de ne pas la perdre plus tard).
A l'aide d'un extracteur, retirer le pignon de vilebrequin ainsi que sa clavette (juste pour être sûr de ne pas la perdre plus tard). Retirer les 2 vis de la bride d'arbre à cames.
Retirer les 2 vis de la bride d'arbre à cames. Extraire l'arbre à cames délicatement afin de ne pas rayer les portées.
Extraire l'arbre à cames délicatement afin de ne pas rayer les portées. Sur le bloc moteur, extraire le joint spi d'arbre à cames (avec les moyens du bord car je pars ici du principe qu'il ne sera pas réutilisé!).
Sur le bloc moteur, extraire le joint spi d'arbre à cames (avec les moyens du bord car je pars ici du principe qu'il ne sera pas réutilisé!).
 Enfin, seulement si besoin, extraire la bride d'arbre à came (et son entretoise) à l'aide d'un extracteur en faisant attention à ne pas la déformer.
Enfin, seulement si besoin, extraire la bride d'arbre à came (et son entretoise) à l'aide d'un extracteur en faisant attention à ne pas la déformer.

 Retirer les 2 vis du chapeau de bielle puis déposer celui-ci. Procéder ensuite de la même manière pour les 3 autres pistons.
Retirer les 2 vis du chapeau de bielle puis déposer celui-ci. Procéder ensuite de la même manière pour les 3 autres pistons.
 Retirer les vis des 5 chapeaux de palier du vilebrequin et retirer ensuite les 5 chapeaux de paliers.
Retirer les vis des 5 chapeaux de palier du vilebrequin et retirer ensuite les 5 chapeaux de paliers. L'une des vis du palier n°2 sert aussi pour le maintien du tube intérieur de jauge. Retirer le tube en tirant simplement dessus (il n'est normalement pas rentré en force mais sur un moteur un peu "vieux" il se peut qu'il soit légèrement "collé").
L'une des vis du palier n°2 sert aussi pour le maintien du tube intérieur de jauge. Retirer le tube en tirant simplement dessus (il n'est normalement pas rentré en force mais sur un moteur un peu "vieux" il se peut qu'il soit légèrement "collé").
 Une fois le vilebrequin déposé, retirer aussi les coussinets et les cales encore présentes sur le bloc moteur :
Une fois le vilebrequin déposé, retirer aussi les coussinets et les cales encore présentes sur le bloc moteur :


 Les chemises sont normalement bien collées et il est généralement nécessaire de les chasser par en dessous en tapant dessus avec un morceau de bois (prévoir évidement quelque chose pour les réceptionner lorsqu'elles vont tomber).
Les chemises sont normalement bien collées et il est généralement nécessaire de les chasser par en dessous en tapant dessus avec un morceau de bois (prévoir évidement quelque chose pour les réceptionner lorsqu'elles vont tomber).

 Si besoin, déposer la bague de palier d'arbre à came.
Si besoin, déposer la bague de palier d'arbre à came.
 Retirer la vis qui maintien le tube de jauge puis chasser celui-ci par l'intérieur avec un tube ou un jet de diamètre adapté.
Retirer la vis qui maintien le tube de jauge puis chasser celui-ci par l'intérieur avec un tube ou un jet de diamètre adapté.
 Commencer par faire tous les contrôles adéquates sur le vilebrequin afin de reposer des coussinets et des cales de jeu latéral adaptés à l'usure du vilebrequin.
Commencer par faire tous les contrôles adéquates sur le vilebrequin afin de reposer des coussinets et des cales de jeu latéral adaptés à l'usure du vilebrequin.

 Reposer et huiler les coussinets de vilebrequin. Attention à bien orienter les trous de graissage de chacun des coussinets.
Reposer et huiler les coussinets de vilebrequin. Attention à bien orienter les trous de graissage de chacun des coussinets. Reposer le vilebrequin à sa place en faisant attention à ne pas faire tomber les cales du palier central.
Reposer le vilebrequin à sa place en faisant attention à ne pas faire tomber les cales du palier central.
 Reposer et huiler les coussinets de paliers puis remettre les paliers en place en respectant l'orientation du palier central repérée au démontage (pour ce que j'en sais, ce palier normalement monté avec le marquage arrondi placé coté distribution).
Reposer et huiler les coussinets de paliers puis remettre les paliers en place en respectant l'orientation du palier central repérée au démontage (pour ce que j'en sais, ce palier normalement monté avec le marquage arrondi placé coté distribution). Serrer les vis de palier à 60 N.m puis contrôler que le vilebrequin tourne librement sans point(s) dur(s).
Serrer les vis de palier à 60 N.m puis contrôler que le vilebrequin tourne librement sans point(s) dur(s).
 Après avoir huilé les portées, insérer l'arbre à came délicatement dans son logement puis contrôler qu'il tourne librement sans point(s) dur(s).
Après avoir huilé les portées, insérer l'arbre à came délicatement dans son logement puis contrôler qu'il tourne librement sans point(s) dur(s).
 Reposer ensuite la bride d'arbre à cames à l'aide de ses 2 vis.
Reposer ensuite la bride d'arbre à cames à l'aide de ses 2 vis.
 Reposer la plaque de distribution avec un joint neuf enduit de pate à joint adaptée (2 vis).
Reposer la plaque de distribution avec un joint neuf enduit de pate à joint adaptée (2 vis).
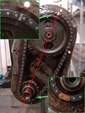 Réaliser le remontage et le calage de la distribution ⇒ Tutoriel complet de calage de la distribution pour un moteur Billancourt.
Réaliser le remontage et le calage de la distribution ⇒ Tutoriel complet de calage de la distribution pour un moteur Billancourt.
 Reposer la plaquette d'appui du tendeur de chaine avec un joint neuf et 2 vis.
Reposer la plaquette d'appui du tendeur de chaine avec un joint neuf et 2 vis.
 Reposer le tendeur de chaine ⇒ pour plus de détails cf. le tutoriel de calage de la distribution pour un moteur Billancourt.
Reposer le tendeur de chaine ⇒ pour plus de détails cf. le tutoriel de calage de la distribution pour un moteur Billancourt.


 Reposer enfin le carter de distribution avec son joint : 7 vis côté carter et 4 côté plaque.
Reposer enfin le carter de distribution avec son joint : 7 vis côté carter et 4 côté plaque.
 Reposer et huiler les coussinets sur les têtes de bielle.
Reposer et huiler les coussinets sur les têtes de bielle.
 Reposer les segments à l'aide d'une pince à segment adaptée (sur cette photo ce n'est pas un piston de 4L car je mes pistons étaient livrés avec des segments montés et ajustés alors je ne me suis pas amusé à les déposer juste pour ce tuto).
Reposer les segments à l'aide d'une pince à segment adaptée (sur cette photo ce n'est pas un piston de 4L car je mes pistons étaient livrés avec des segments montés et ajustés alors je ne me suis pas amusé à les déposer juste pour ce tuto).
 Attention à respecter l'ordre et le sens de montage des segments :
Attention à respecter l'ordre et le sens de montage des segments : 
 Procéder au tierçage des segments : c'est à dire qu'il faut répartir les coupes des segments à intervalles égaux (≈ 120°) autour du piston afin d'éviter les coïncidences de coupes ce qui provoquerait des fuites et des pertes de compression.
Procéder au tierçage des segments : c'est à dire qu'il faut répartir les coupes des segments à intervalles égaux (≈ 120°) autour du piston afin d'éviter les coïncidences de coupes ce qui provoquerait des fuites et des pertes de compression.
 Insérer ensuite le piston dans la chemise. Bien sûr il ne faut pas hésiter à huiler "abondamment" afin de faciliter l'insertion.
Insérer ensuite le piston dans la chemise. Bien sûr il ne faut pas hésiter à huiler "abondamment" afin de faciliter l'insertion.
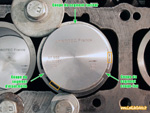 Insérer le piston dans la chemise et procéder au tierçage des segments. C'est à dire qu'il faut répartir les coupes des segments à intervalles égaux (≈ 120°) autour du piston afin d'éviter les coïncidences de coupes ce qui provoquerait des fuites et des pertes de compression.
Insérer le piston dans la chemise et procéder au tierçage des segments. C'est à dire qu'il faut répartir les coupes des segments à intervalles égaux (≈ 120°) autour du piston afin d'éviter les coïncidences de coupes ce qui provoquerait des fuites et des pertes de compression.

 Comprimer ensuite les segments à l'aide d'un compresseur de segment puis pousser le piston dans la chemise. Bien sûr il ne faut pas hésiter à huiler "abondamment" afin de faciliter l'insertion.
Comprimer ensuite les segments à l'aide d'un compresseur de segment puis pousser le piston dans la chemise. Bien sûr il ne faut pas hésiter à huiler "abondamment" afin de faciliter l'insertion.

 Une fois les chemises en place, les bloquer avec les moyens du bord afin d'éviter qu'elles ne bougent (ce qui risquerai d'abîmer les joints "papier").
Une fois les chemises en place, les bloquer avec les moyens du bord afin d'éviter qu'elles ne bougent (ce qui risquerai d'abîmer les joints "papier").
 Reposer et huiler les coussinets sur les chapeaux de bielle. Reposer ensuite les chapeaux sur les bielles correspondantes.
Reposer et huiler les coussinets sur les chapeaux de bielle. Reposer ensuite les chapeaux sur les bielles correspondantes.
 Reposer les vis des chapeaux de bielle puis effectuer un serrage à 35 N.m.
Reposer les vis des chapeaux de bielle puis effectuer un serrage à 35 N.m. Reposer le volant moteur en respectant le repère fait au démontage. Il est important d'utiliser un système de freinage des vis : frein filet + rondelle Grower ou tôle d'arrêt comme à l'origine.
Reposer le volant moteur en respectant le repère fait au démontage. Il est important d'utiliser un système de freinage des vis : frein filet + rondelle Grower ou tôle d'arrêt comme à l'origine.
 Si disponible dans la pochette de joint moteur, reposer le joint de pompe à huile. A noter que la pompe peut aussi se reposer sans joint.
Si disponible dans la pochette de joint moteur, reposer le joint de pompe à huile. A noter que la pompe peut aussi se reposer sans joint.

 Reposer le pignon d'allumeur dans son emplacement, puis reposer la bride en l'enfonçant à l'aide d'une douille adaptée.
Reposer le pignon d'allumeur dans son emplacement, puis reposer la bride en l'enfonçant à l'aide d'une douille adaptée. Commencer par reposer le joint de palier arrière (côté distribution) puis enduire les extrémités avec une pâte à joint adaptée.
Commencer par reposer le joint de palier arrière (côté distribution) puis enduire les extrémités avec une pâte à joint adaptée.
 Placer 4 tiges filetées dans les trous de vis de carter aux extrémités du bloc puis reposer les 2 joints latéraux. Les extrémités des joints latéraux doivent recouvrir le joint de palier arrière.
Placer 4 tiges filetées dans les trous de vis de carter aux extrémités du bloc puis reposer les 2 joints latéraux. Les extrémités des joints latéraux doivent recouvrir le joint de palier arrière. Reposer le joint de palier avant (côté volant moteur) par dessus les joints latéraux et enduire les extrémités de pâte à joint adaptée.
Reposer le joint de palier avant (côté volant moteur) par dessus les joints latéraux et enduire les extrémités de pâte à joint adaptée.

 Reposer le carter d'huile puis reposer la majorité des vis. Une fois le carter bien en place, retirer les tiges filetées puis reposer et serrer toutes les vis.
Reposer le carter d'huile puis reposer la majorité des vis. Une fois le carter bien en place, retirer les tiges filetées puis reposer et serrer toutes les vis.
 Commencer par reposer les poussoirs de culbuteurs abondamments lubrifiés avec de l'huile moteur en respectant les emplacements repérés au démontage. Reposez ensuite le joint de culasse neuf sur le moteur avec le repère "Haut-top" vers le haut.
Commencer par reposer les poussoirs de culbuteurs abondamments lubrifiés avec de l'huile moteur en respectant les emplacements repérés au démontage. Reposez ensuite le joint de culasse neuf sur le moteur avec le repère "Haut-top" vers le haut.
 Reposer la culasse avec les 2 tiges de culbuteurs centrales (celles n'entrant pas en jeu dans la méthode de basculement des culbuteurs pour le serrage des vis) et la maintenir en place avec quelques vis.
Reposer la culasse avec les 2 tiges de culbuteurs centrales (celles n'entrant pas en jeu dans la méthode de basculement des culbuteurs pour le serrage des vis) et la maintenir en place avec quelques vis.
 Remettre toutes les vis de culasse en place puis procéder au serrage de la culasse à un couple de 65 N.m dans l'ordre indiqué sur le schéma ci-contre. Je conseille de serrer la culasse en 2 phases : un 1er serrage à environ 40N.m dans l'ordre indiqué puis un deuxième au couple final de 65 N.m dans le même ordre.
Remettre toutes les vis de culasse en place puis procéder au serrage de la culasse à un couple de 65 N.m dans l'ordre indiqué sur le schéma ci-contre. Je conseille de serrer la culasse en 2 phases : un 1er serrage à environ 40N.m dans l'ordre indiqué puis un deuxième au couple final de 65 N.m dans le même ordre. Reposer ensuite les tiges et les vis de réglage des culbuteurs (en utilisant la même méthode que lors du démontage) puis réaliser le réglage du jeu des culbuteurs.
Reposer ensuite les tiges et les vis de réglage des culbuteurs (en utilisant la même méthode que lors du démontage) puis réaliser le réglage du jeu des culbuteurs.
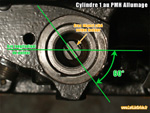 Dans cette position reposer l'embout de commande d'allumeur de manière à ce que celui-ci fasse un angle de 60° par rapport à l'axe longitudinal du moteur avec le gros déport côté volant moteur.
Dans cette position reposer l'embout de commande d'allumeur de manière à ce que celui-ci fasse un angle de 60° par rapport à l'axe longitudinal du moteur avec le gros déport côté volant moteur.
 Je ne vais décrire dans ce tutoriel le détail du remontage des périphériques mais si vous avez bien travaillé vous devriez avoir quelque chose qui ressemble à la photo ci-contre.
Je ne vais décrire dans ce tutoriel le détail du remontage des périphériques mais si vous avez bien travaillé vous devriez avoir quelque chose qui ressemble à la photo ci-contre.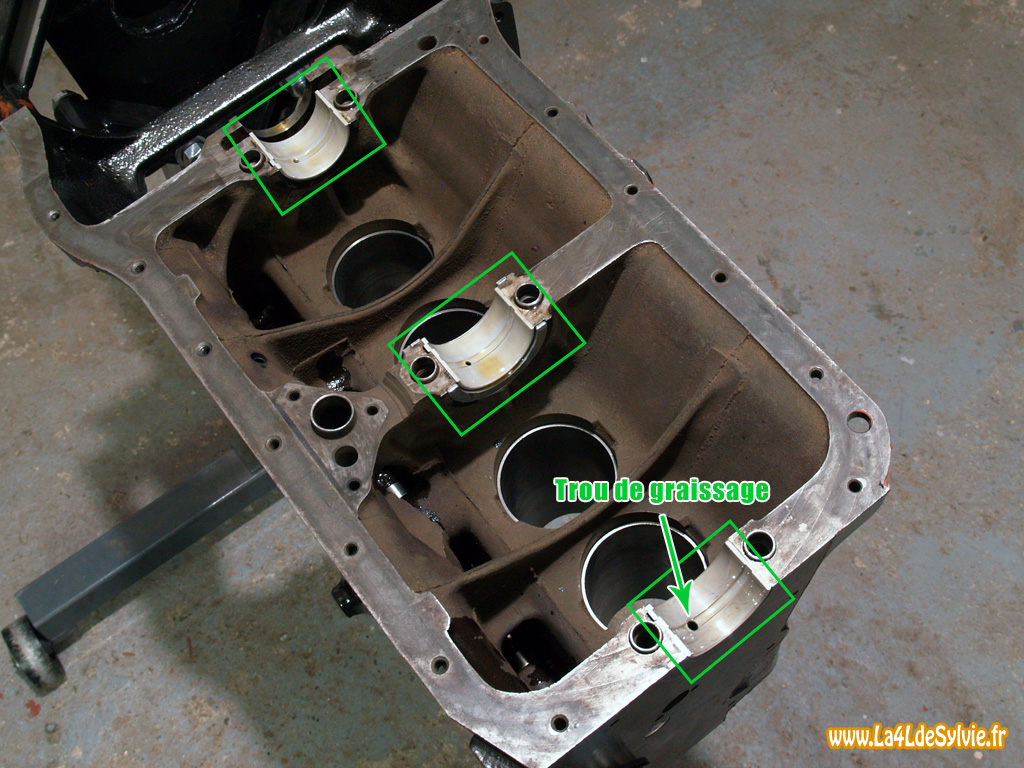
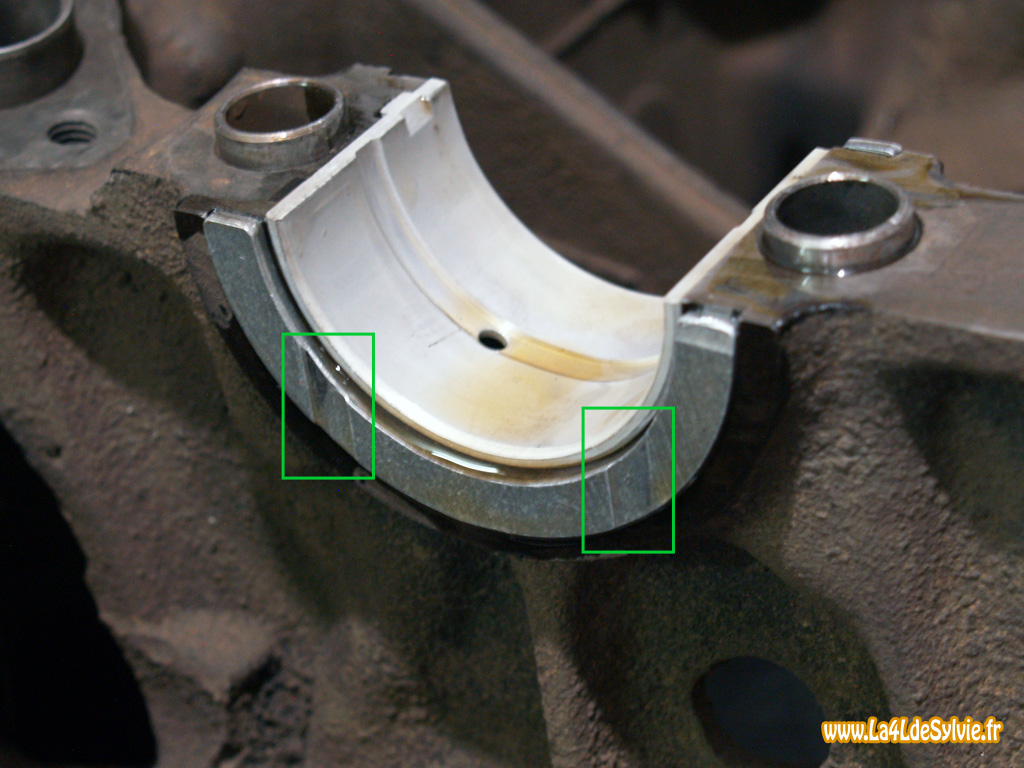 Reposer et huiler les coussinets de vilebrequin. Attention à bien orienter les trous de graissage de chacun des coussinets.
Reposer et huiler les coussinets de vilebrequin. Attention à bien orienter les trous de graissage de chacun des coussinets.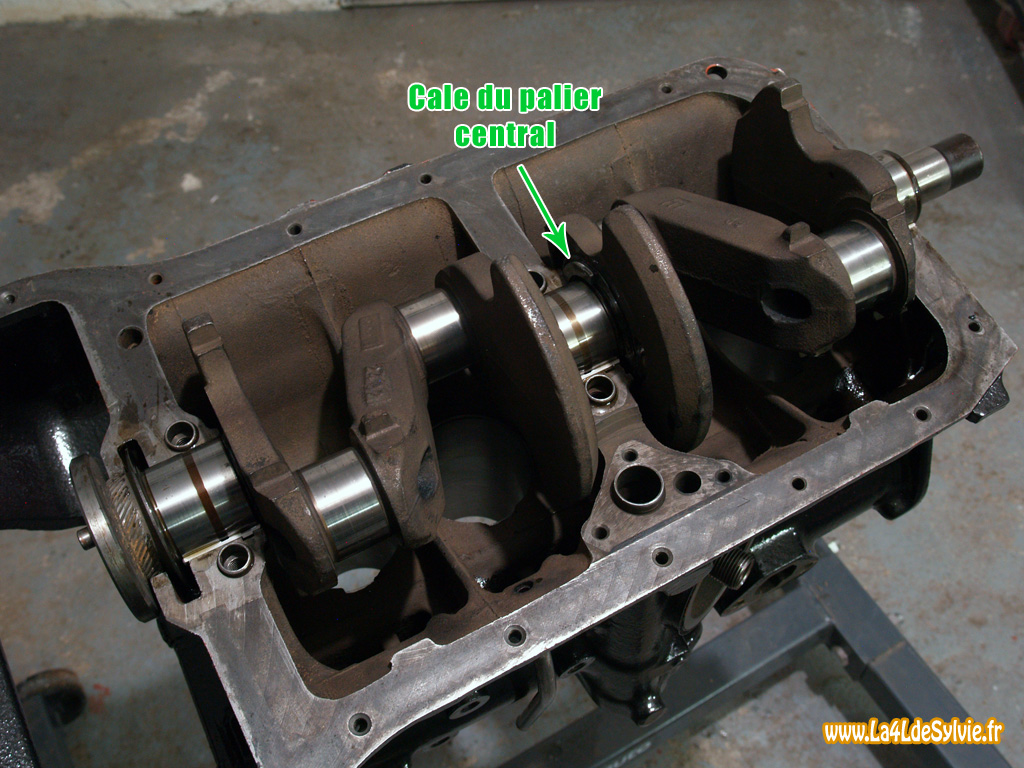 Reposer le vilebrequin à sa place en faisant attention à ne pas faire tomber les cales du palier central.
Reposer le vilebrequin à sa place en faisant attention à ne pas faire tomber les cales du palier central.
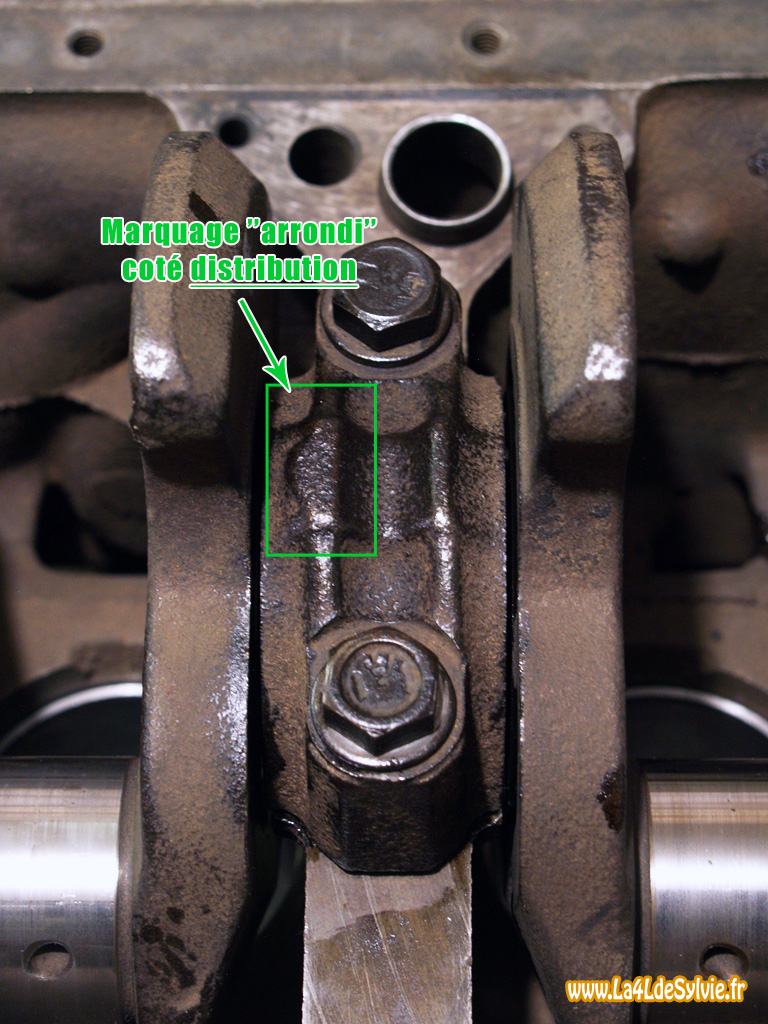 Reposer et huiler les coussinets de paliers puis remettre les paliers en place en respectant l'orientation du palier central repérée au démontage (pour ce que j'en sais, ce palier normalement monté avec le marquage arrondi placé coté distribution).
Reposer et huiler les coussinets de paliers puis remettre les paliers en place en respectant l'orientation du palier central repérée au démontage (pour ce que j'en sais, ce palier normalement monté avec le marquage arrondi placé coté distribution).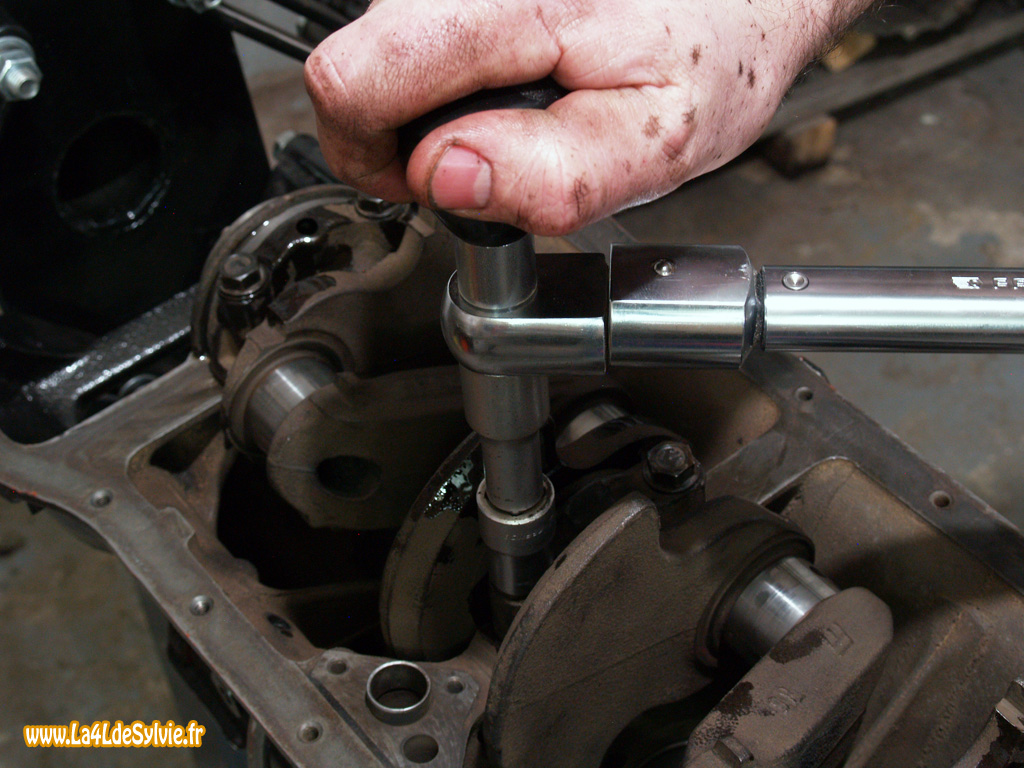 Serrer les vis de palier à 60 N.m puis contrôler que le vilebrequin tourne librement sans point(s) dur(s).
Serrer les vis de palier à 60 N.m puis contrôler que le vilebrequin tourne librement sans point(s) dur(s). Après avoir huilé les portées, insérer l'arbre à came délicatement dans son logement puis contrôler qu'il tourne librement sans point(s) dur(s).
Après avoir huilé les portées, insérer l'arbre à came délicatement dans son logement puis contrôler qu'il tourne librement sans point(s) dur(s).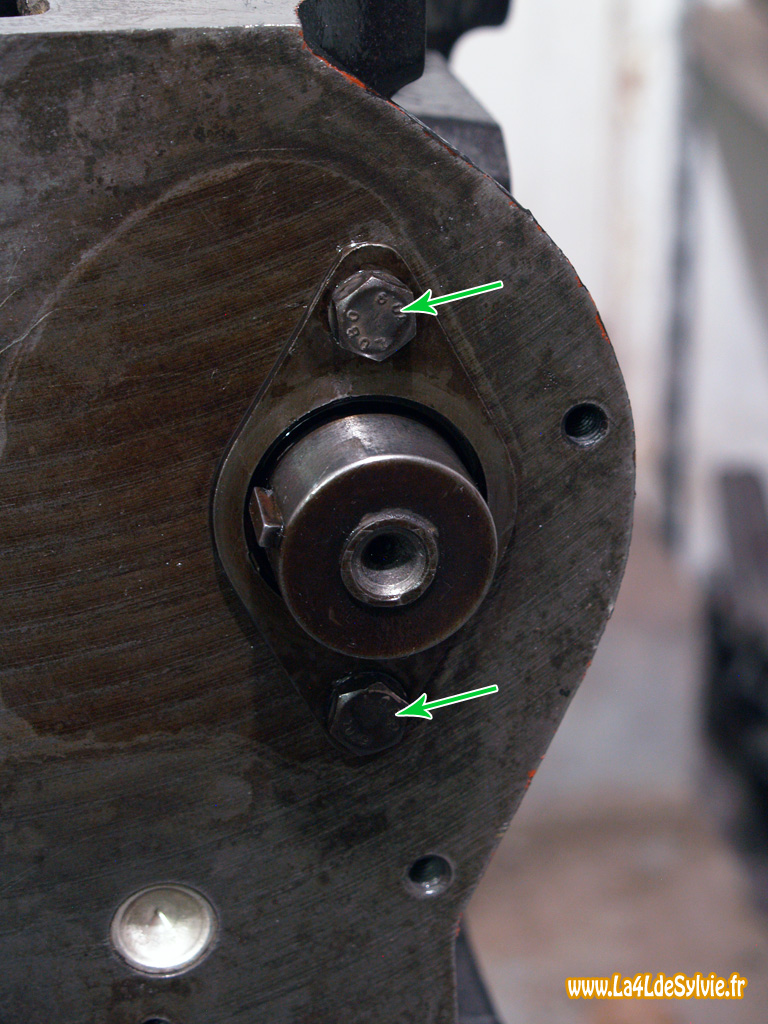 Reposer ensuite la bride d'arbre à cames à l'aide de ses 2 vis.
Reposer ensuite la bride d'arbre à cames à l'aide de ses 2 vis.
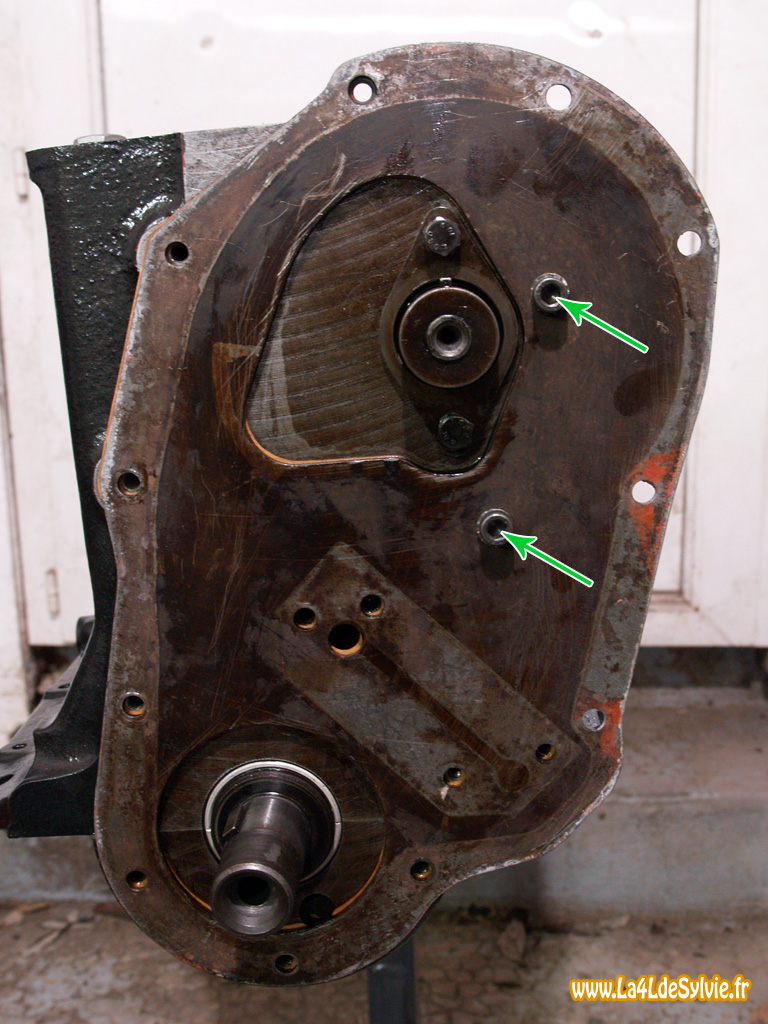 Reposer la plaque de distribution avec un joint neuf enduit de pate à joint adaptée (2 vis).
Reposer la plaque de distribution avec un joint neuf enduit de pate à joint adaptée (2 vis).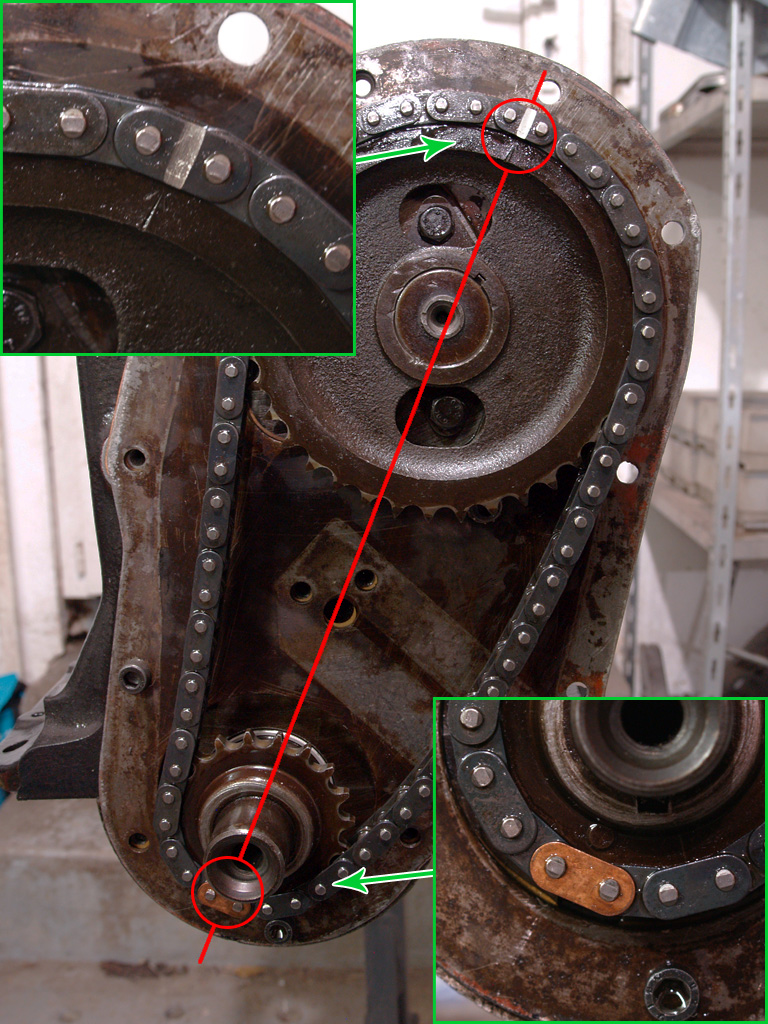 Réaliser le remontage et le calage de la distribution ⇒ Tutoriel complet de calage de la distribution pour un moteur Billancourt.
Réaliser le remontage et le calage de la distribution ⇒ Tutoriel complet de calage de la distribution pour un moteur Billancourt.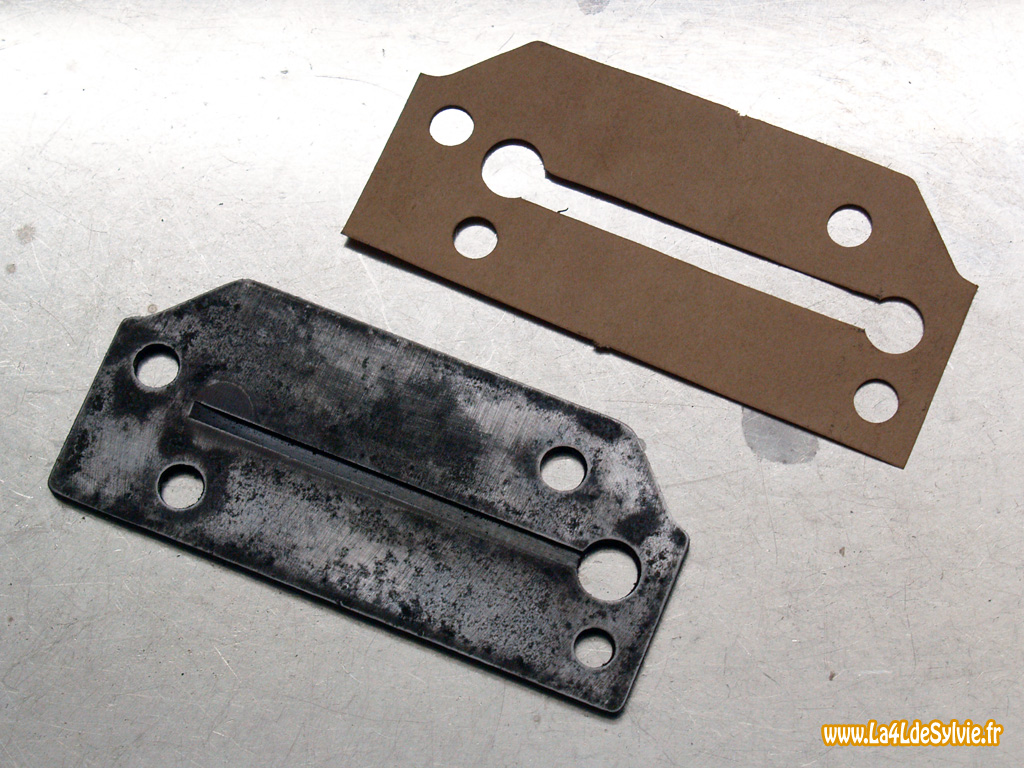
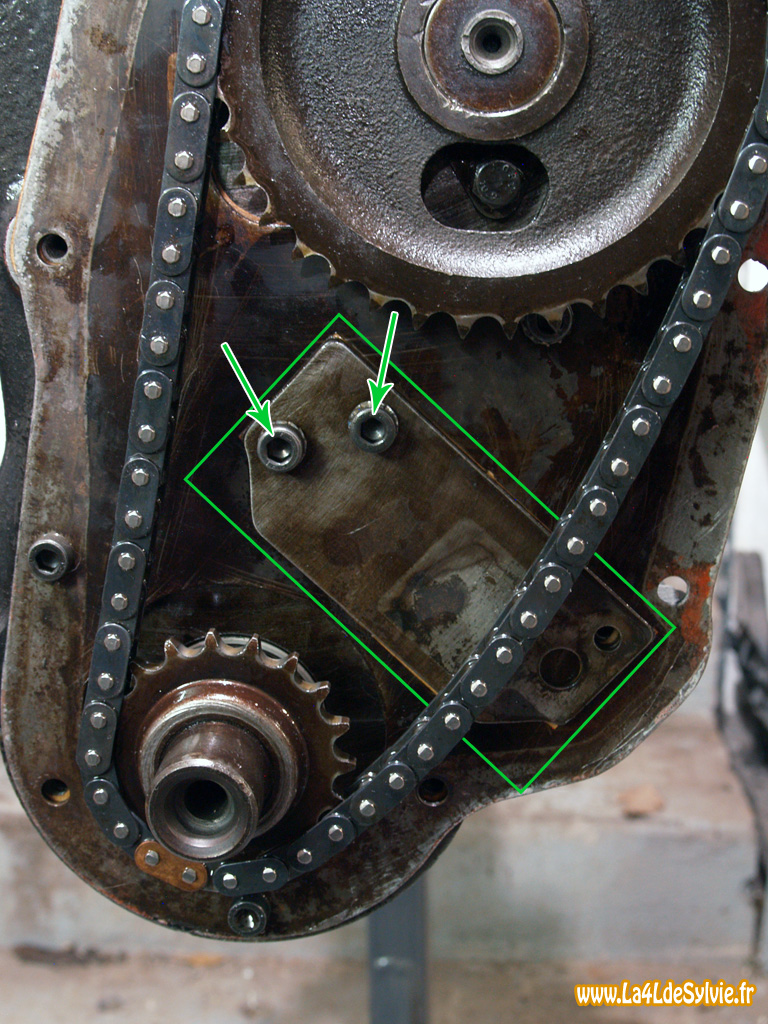 Reposer la plaquette d'appui du tendeur de chaine avec un joint neuf et 2 vis.
Reposer la plaquette d'appui du tendeur de chaine avec un joint neuf et 2 vis.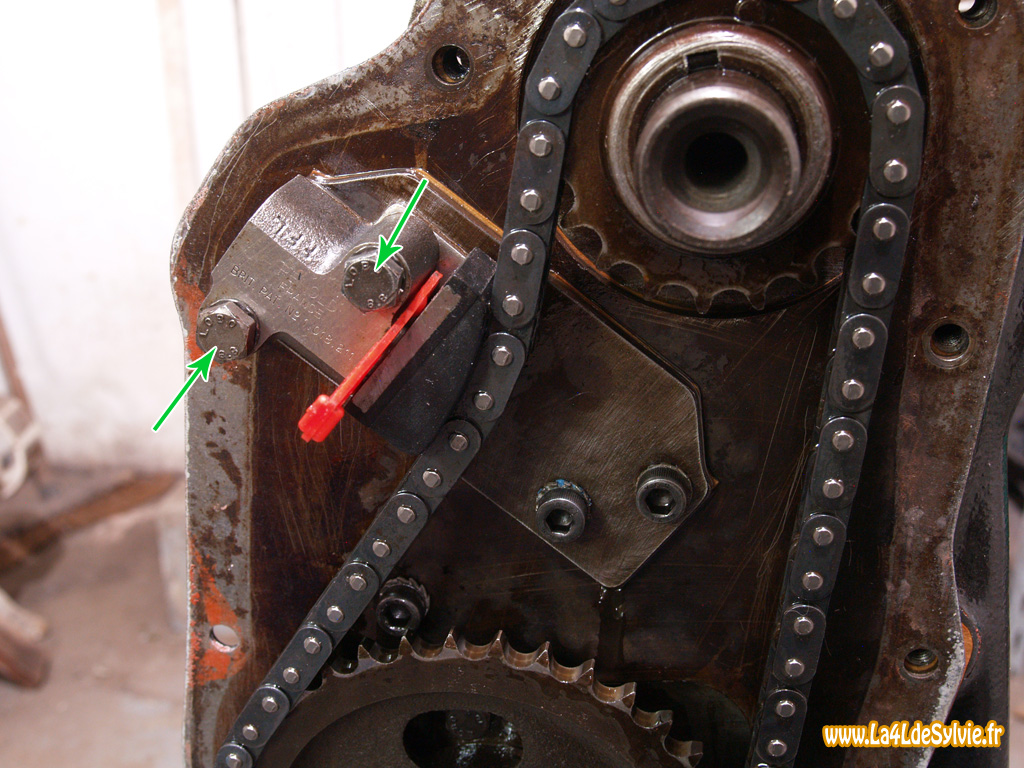 Reposer le tendeur de chaine ⇒ pour plus de détails cf. le tutoriel de calage de la distribution pour un moteur Billancourt.
Reposer le tendeur de chaine ⇒ pour plus de détails cf. le tutoriel de calage de la distribution pour un moteur Billancourt.

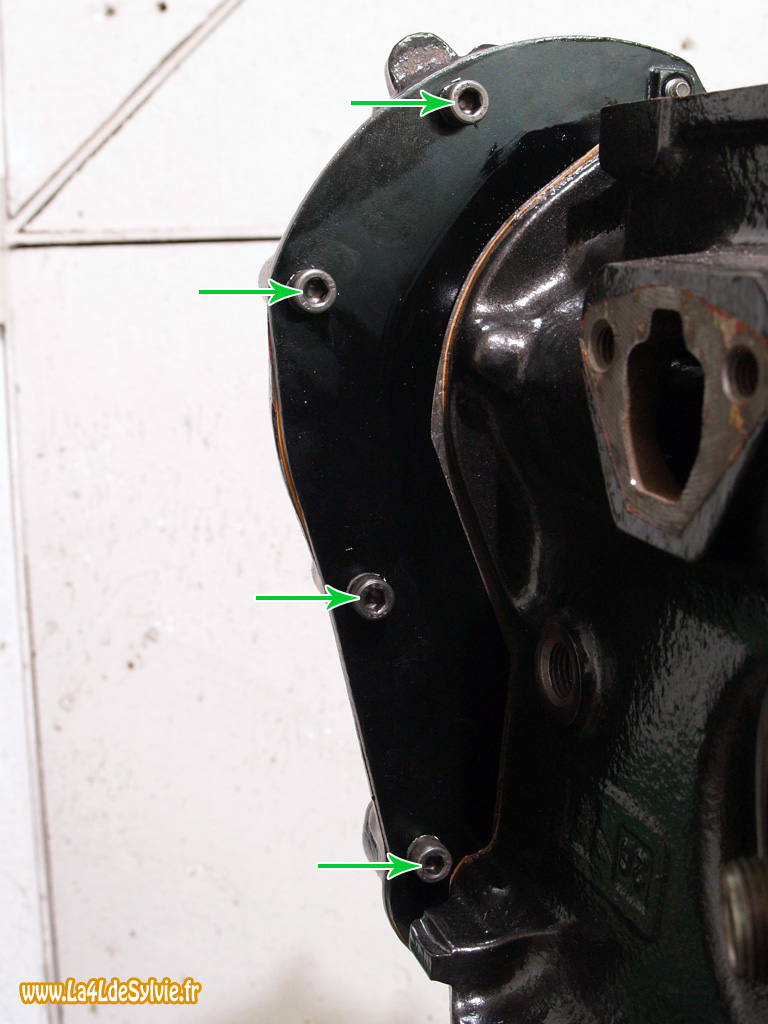 Reposer enfin le carter de distribution avec son joint : 7 vis côté carter et 4 côté plaque.
Reposer enfin le carter de distribution avec son joint : 7 vis côté carter et 4 côté plaque. Reposer et huiler les coussinets sur les têtes de bielle.
Reposer et huiler les coussinets sur les têtes de bielle. Reposer les segments à l'aide d'une pince à segment adaptée (sur cette photo ce n'est pas un piston de 4L car je mes pistons étaient livrés avec des segments montés et ajustés alors je ne me suis pas amusé à les déposer juste pour ce tuto).
Reposer les segments à l'aide d'une pince à segment adaptée (sur cette photo ce n'est pas un piston de 4L car je mes pistons étaient livrés avec des segments montés et ajustés alors je ne me suis pas amusé à les déposer juste pour ce tuto).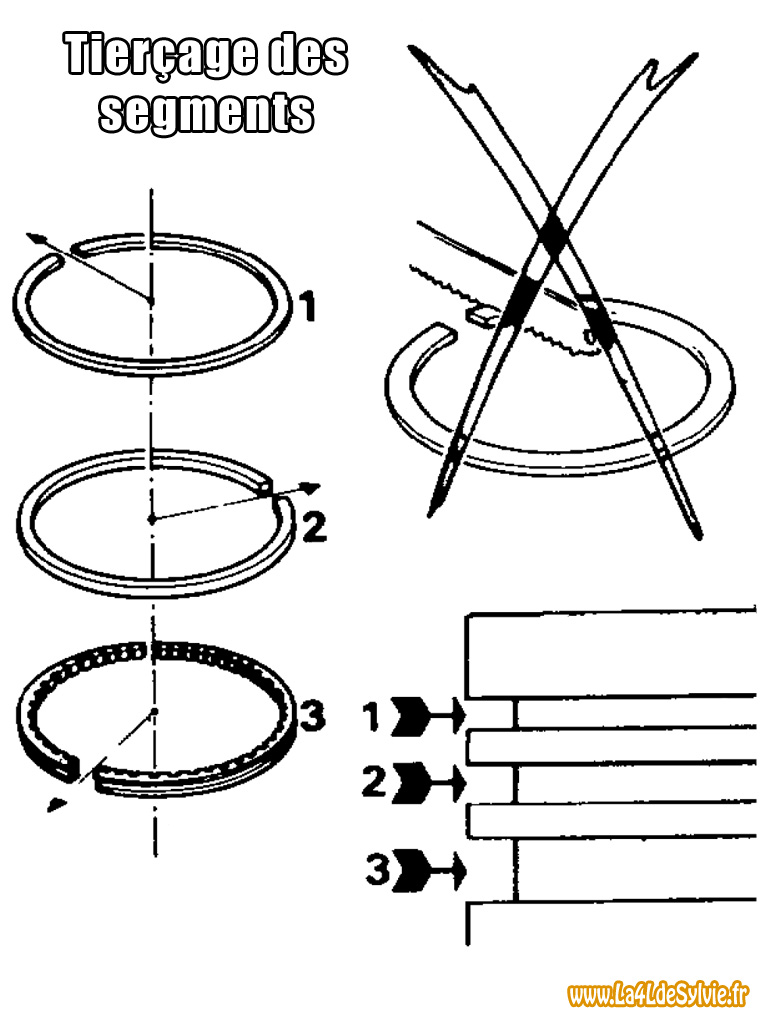 Attention à respecter l'ordre et le sens de montage des segments :
Attention à respecter l'ordre et le sens de montage des segments : 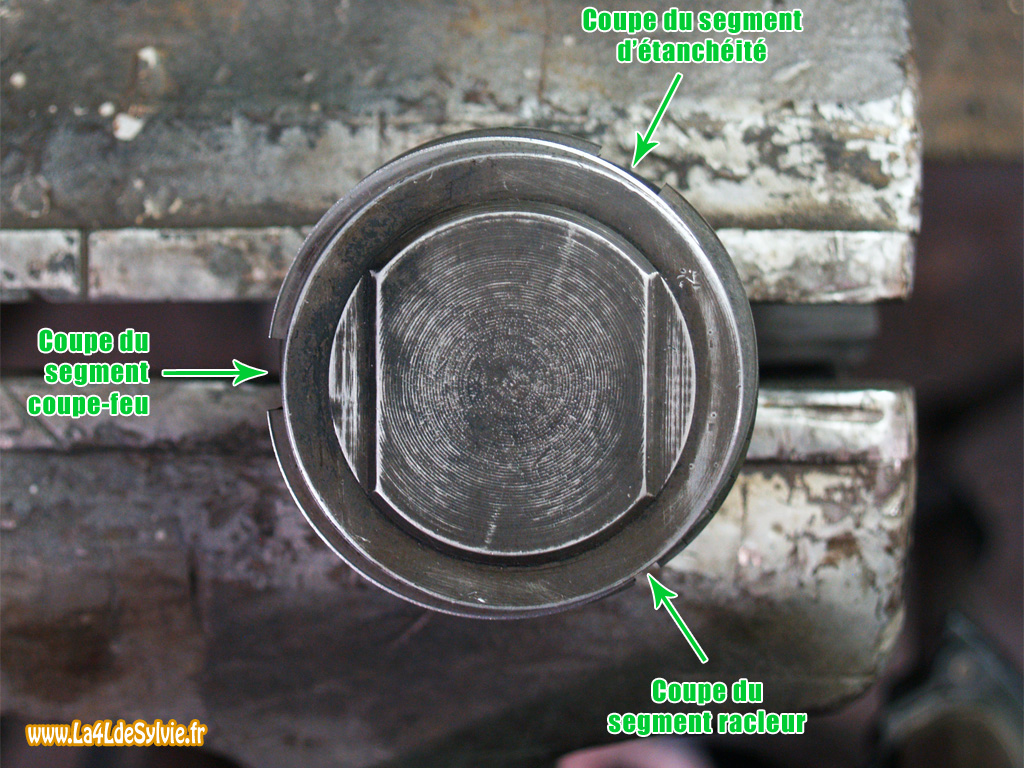
 Procéder au tierçage des segments : c'est à dire qu'il faut répartir les coupes des segments à intervalles égaux (≈ 120°) autour du piston afin d'éviter les coïncidences de coupes ce qui provoquerait des fuites et des pertes de compression.
Procéder au tierçage des segments : c'est à dire qu'il faut répartir les coupes des segments à intervalles égaux (≈ 120°) autour du piston afin d'éviter les coïncidences de coupes ce qui provoquerait des fuites et des pertes de compression.
 Insérer ensuite le piston dans la chemise. Bien sûr il ne faut pas hésiter à huiler "abondamment" afin de faciliter l'insertion.
Insérer ensuite le piston dans la chemise. Bien sûr il ne faut pas hésiter à huiler "abondamment" afin de faciliter l'insertion.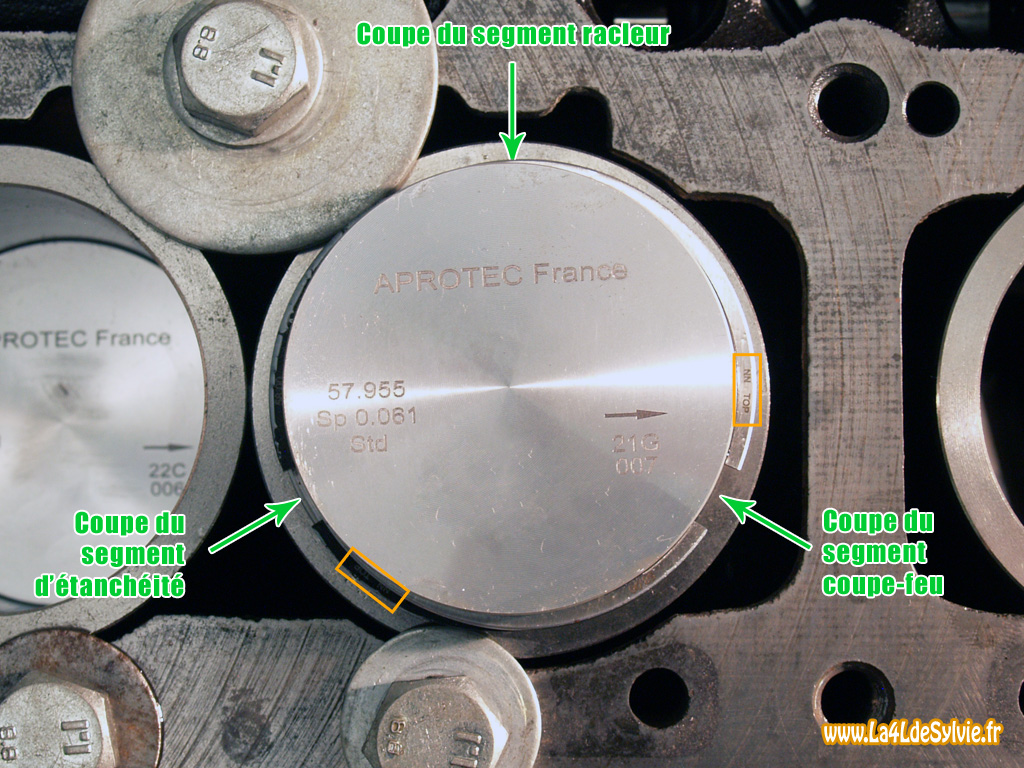 Insérer le piston dans la chemise et procéder au tierçage des segments. C'est à dire qu'il faut répartir les coupes des segments à intervalles égaux (≈ 120°) autour du piston afin d'éviter les coïncidences de coupes ce qui provoquerait des fuites et des pertes de compression.
Insérer le piston dans la chemise et procéder au tierçage des segments. C'est à dire qu'il faut répartir les coupes des segments à intervalles égaux (≈ 120°) autour du piston afin d'éviter les coïncidences de coupes ce qui provoquerait des fuites et des pertes de compression.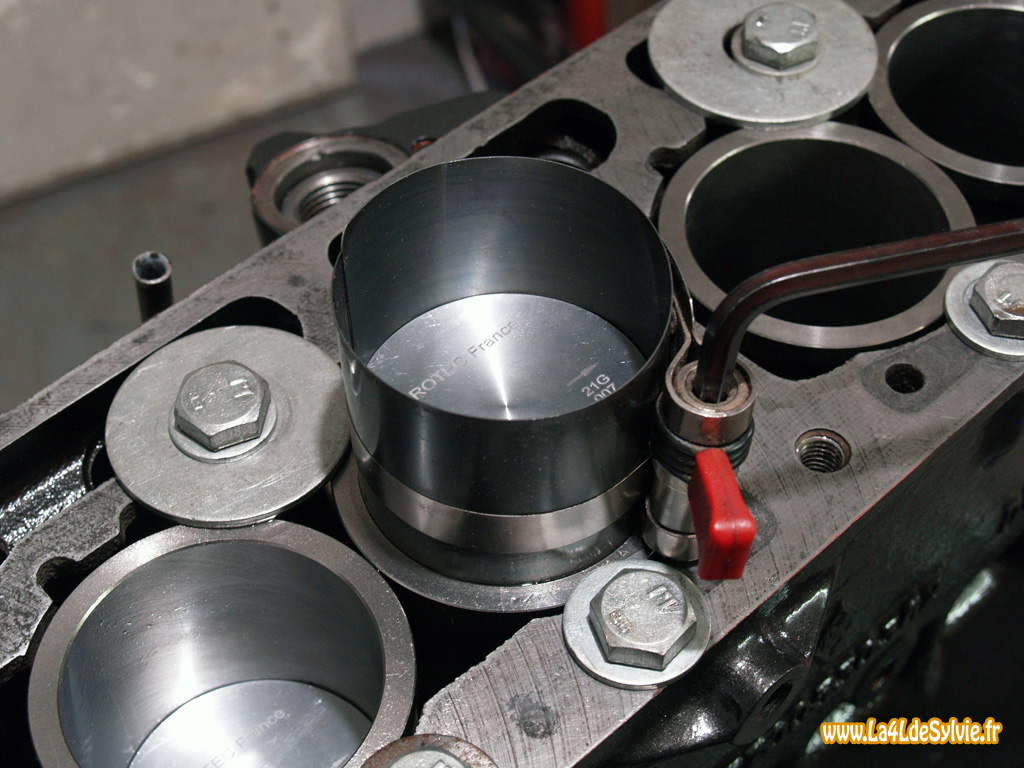
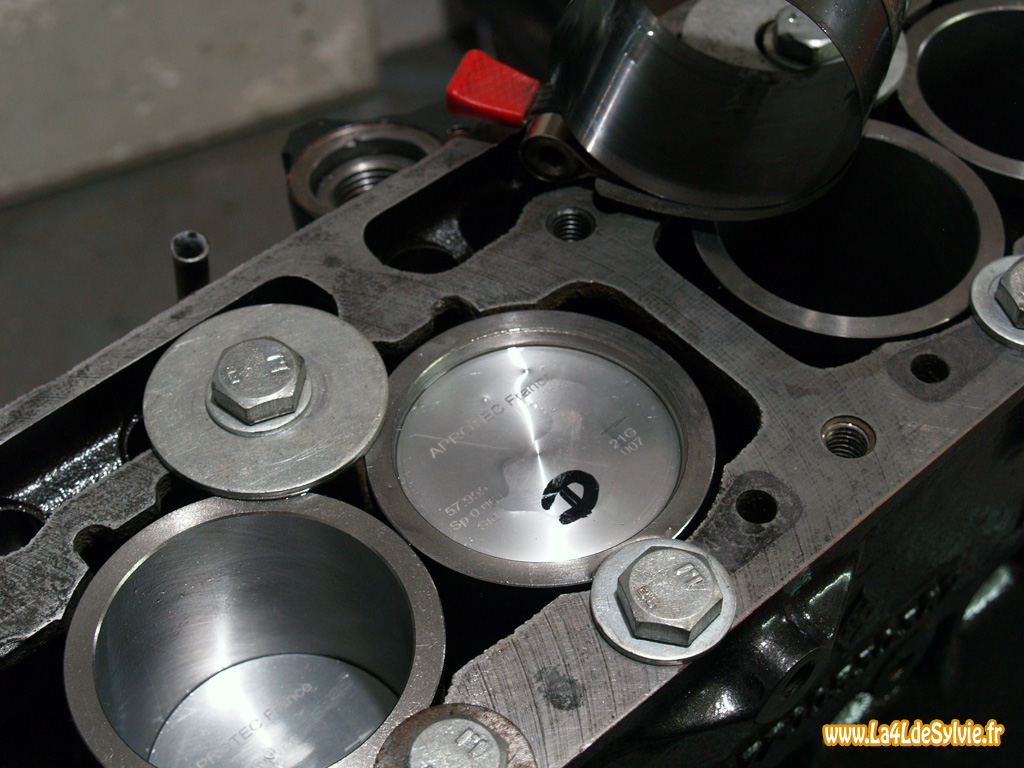 Comprimer ensuite les segments à l'aide d'un compresseur de segment puis pousser le piston dans la chemise. Bien sûr il ne faut pas hésiter à huiler "abondamment" afin de faciliter l'insertion.
Comprimer ensuite les segments à l'aide d'un compresseur de segment puis pousser le piston dans la chemise. Bien sûr il ne faut pas hésiter à huiler "abondamment" afin de faciliter l'insertion.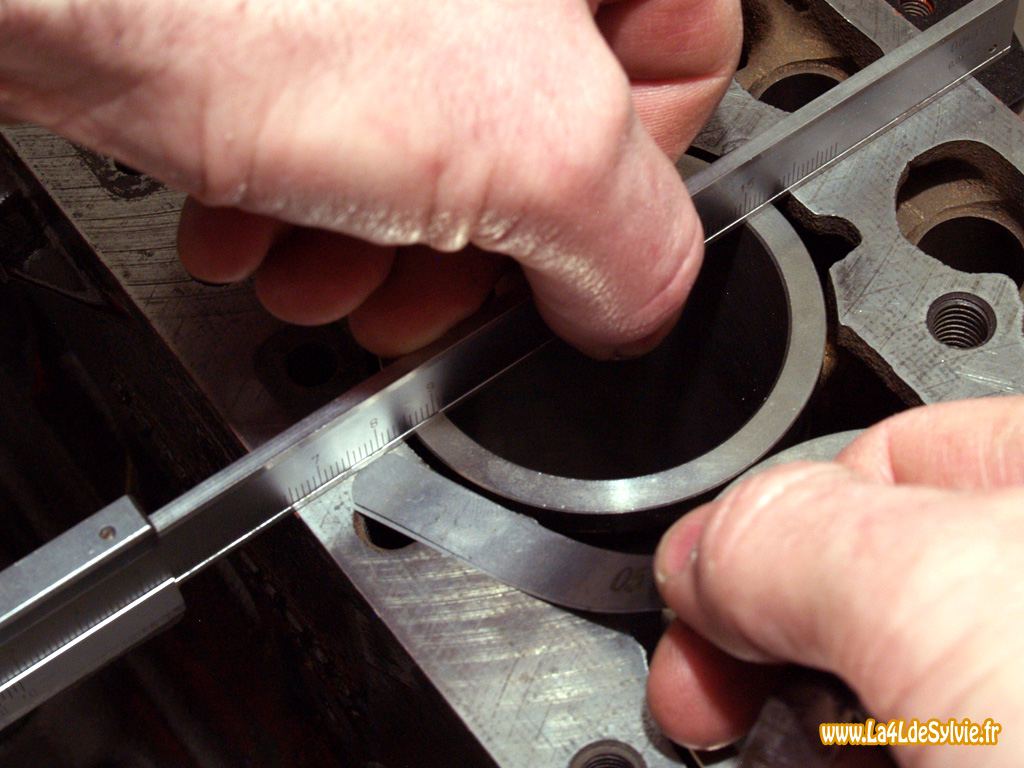
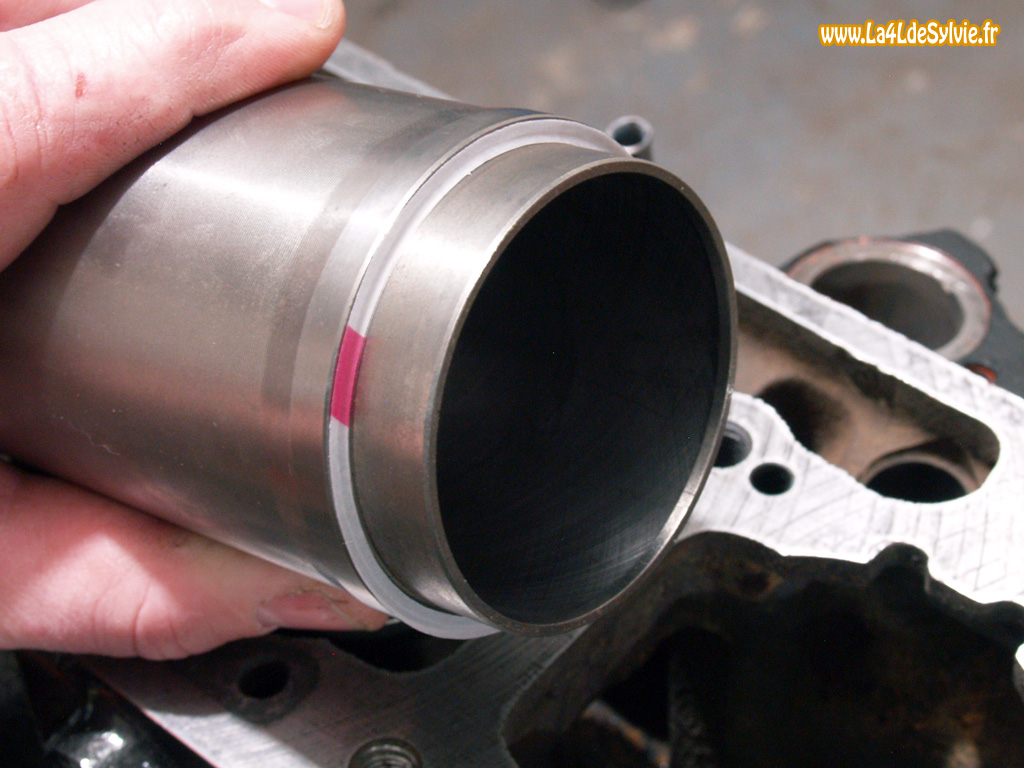
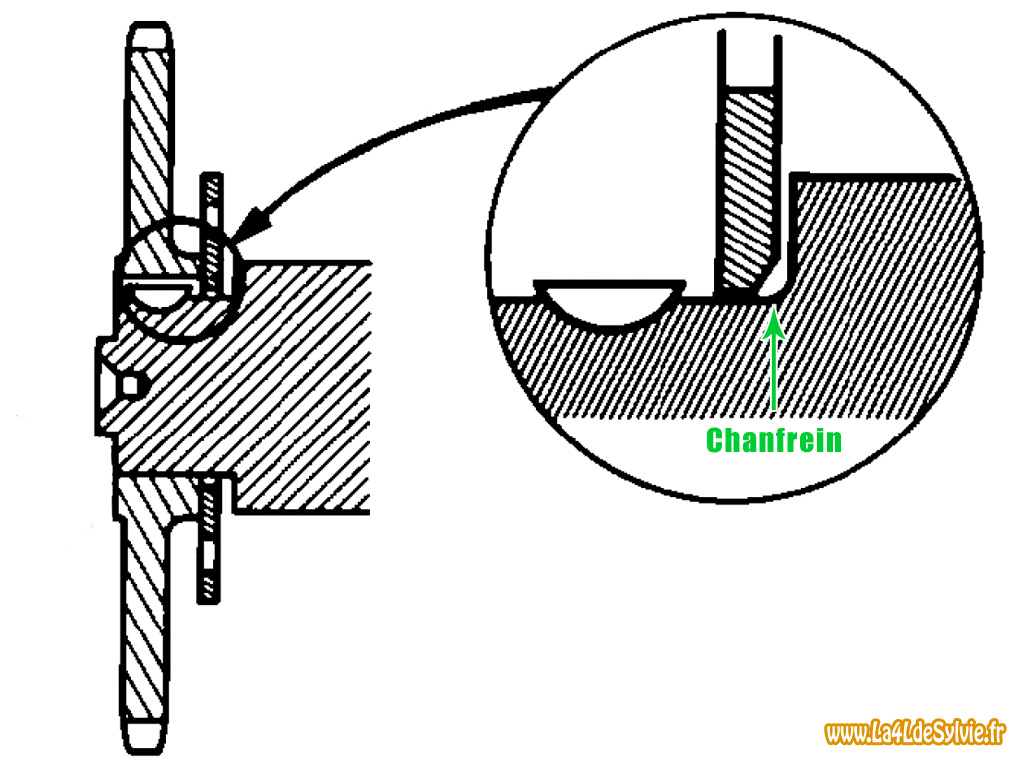{kind=link}

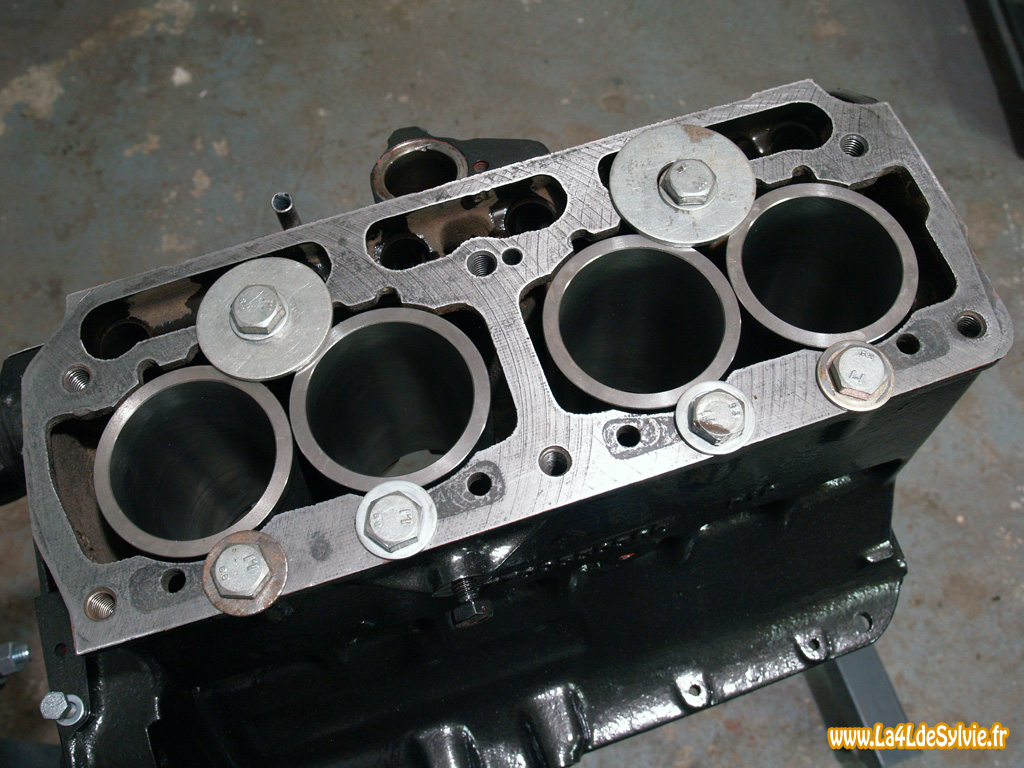 Une fois les chemises en place, les bloquer avec les moyens du bord afin d'éviter qu'elles ne bougent (ce qui risquerai d'abîmer les joints "papier").
Une fois les chemises en place, les bloquer avec les moyens du bord afin d'éviter qu'elles ne bougent (ce qui risquerai d'abîmer les joints "papier"). Reposer et huiler les coussinets sur les chapeaux de bielle. Reposer ensuite les chapeaux sur les bielles correspondantes.
Reposer et huiler les coussinets sur les chapeaux de bielle. Reposer ensuite les chapeaux sur les bielles correspondantes.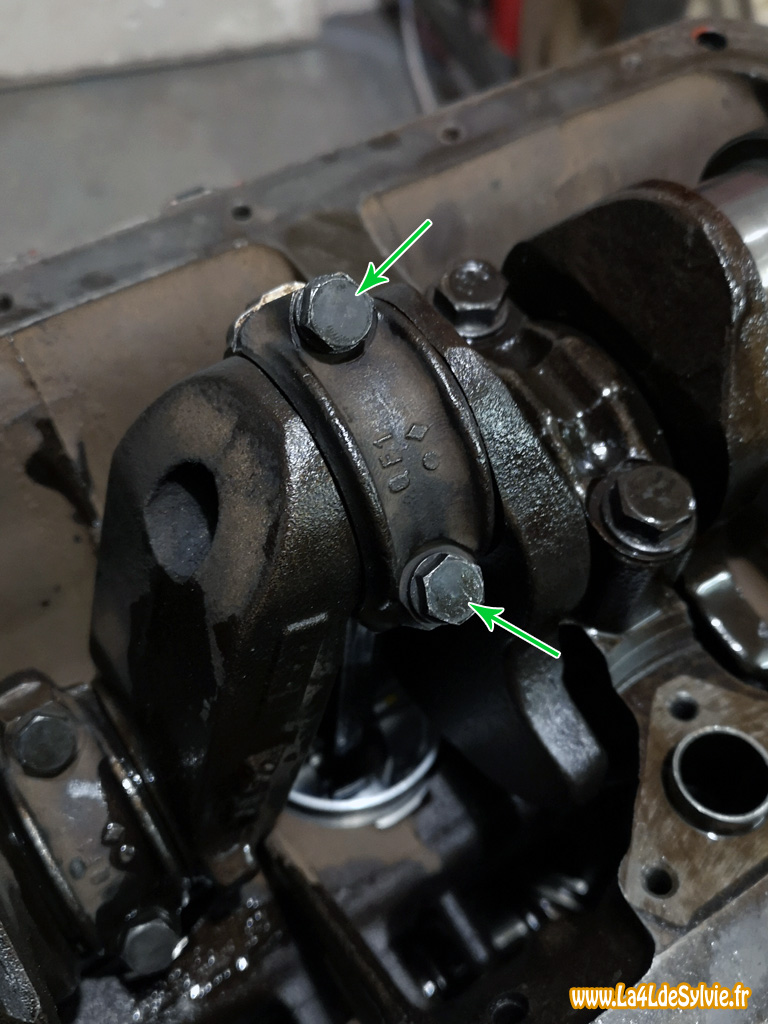
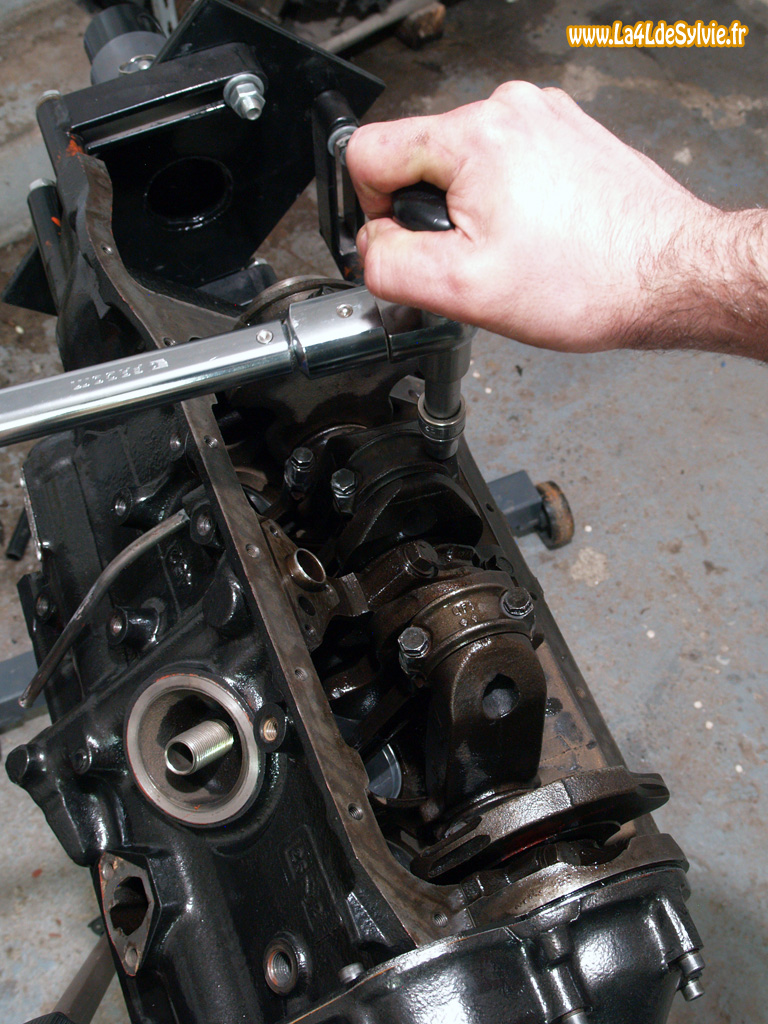 Reposer les vis des chapeaux de bielle puis effectuer un serrage à 35 N.m.
Reposer les vis des chapeaux de bielle puis effectuer un serrage à 35 N.m.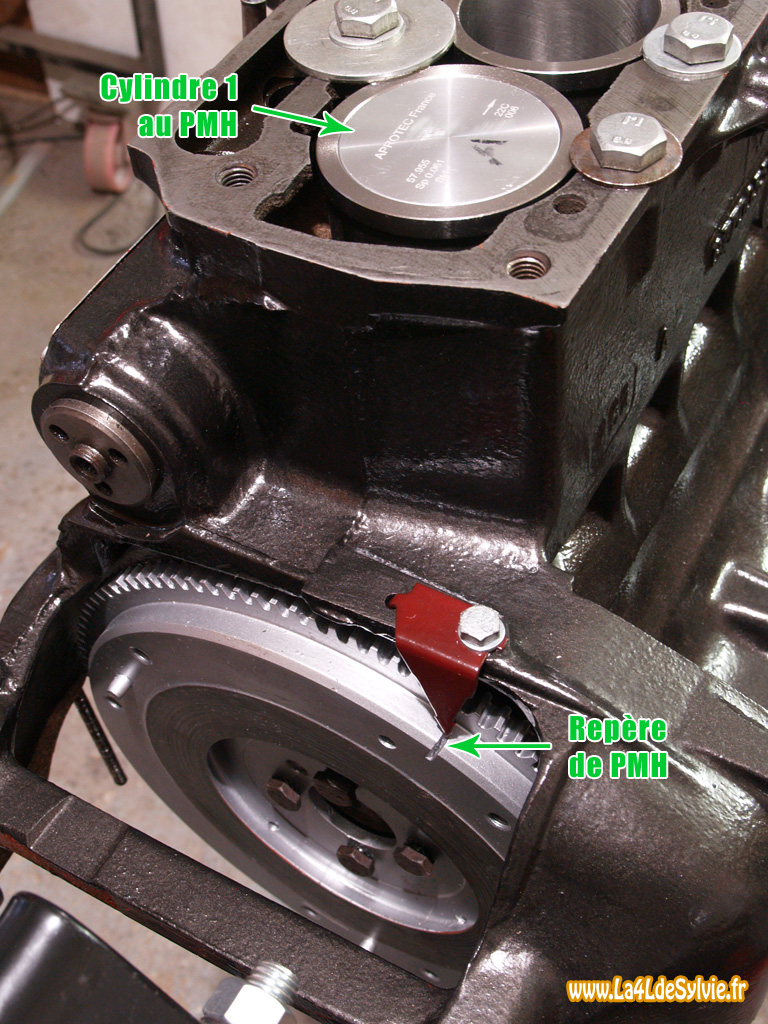 Reposer le volant moteur en respectant le repère fait au démontage. Il est important d'utiliser un système de freinage des vis : frein filet + rondelle Grower ou tôle d'arrêt comme à l'origine.
Reposer le volant moteur en respectant le repère fait au démontage. Il est important d'utiliser un système de freinage des vis : frein filet + rondelle Grower ou tôle d'arrêt comme à l'origine.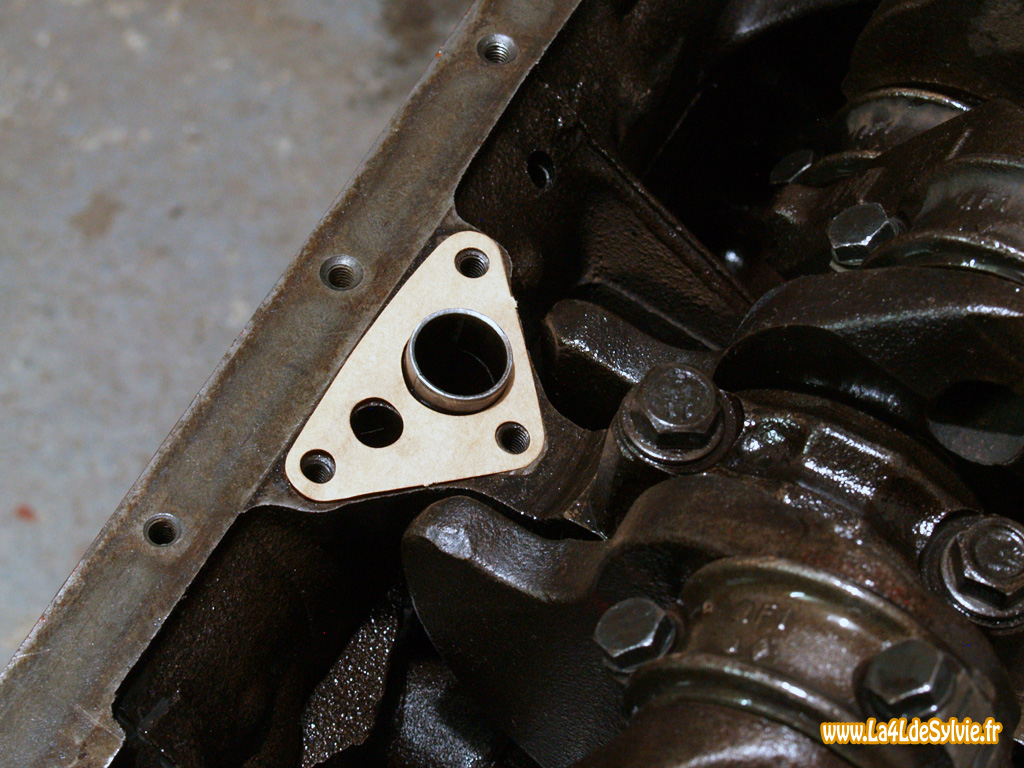
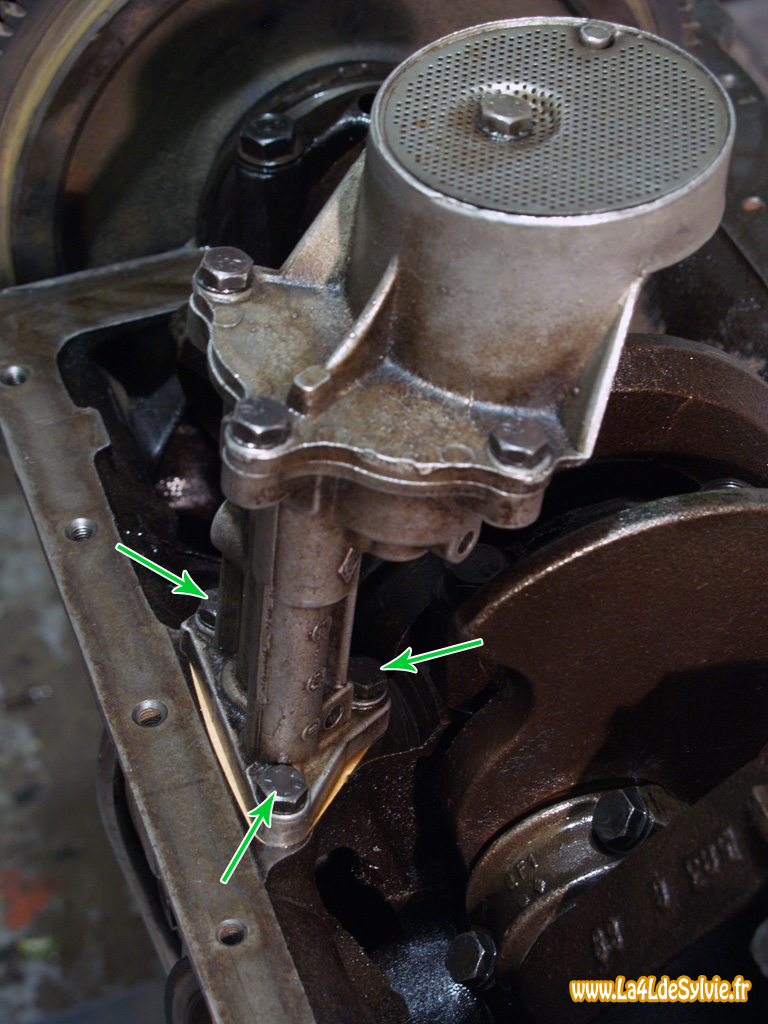 Si disponible dans la pochette de joint moteur, reposer le joint de pompe à huile. A noter que la pompe peut aussi se reposer sans joint.
Si disponible dans la pochette de joint moteur, reposer le joint de pompe à huile. A noter que la pompe peut aussi se reposer sans joint.

 Reposer le pignon d'allumeur dans son emplacement, puis reposer la bride en l'enfonçant à l'aide d'une douille adaptée.
Reposer le pignon d'allumeur dans son emplacement, puis reposer la bride en l'enfonçant à l'aide d'une douille adaptée.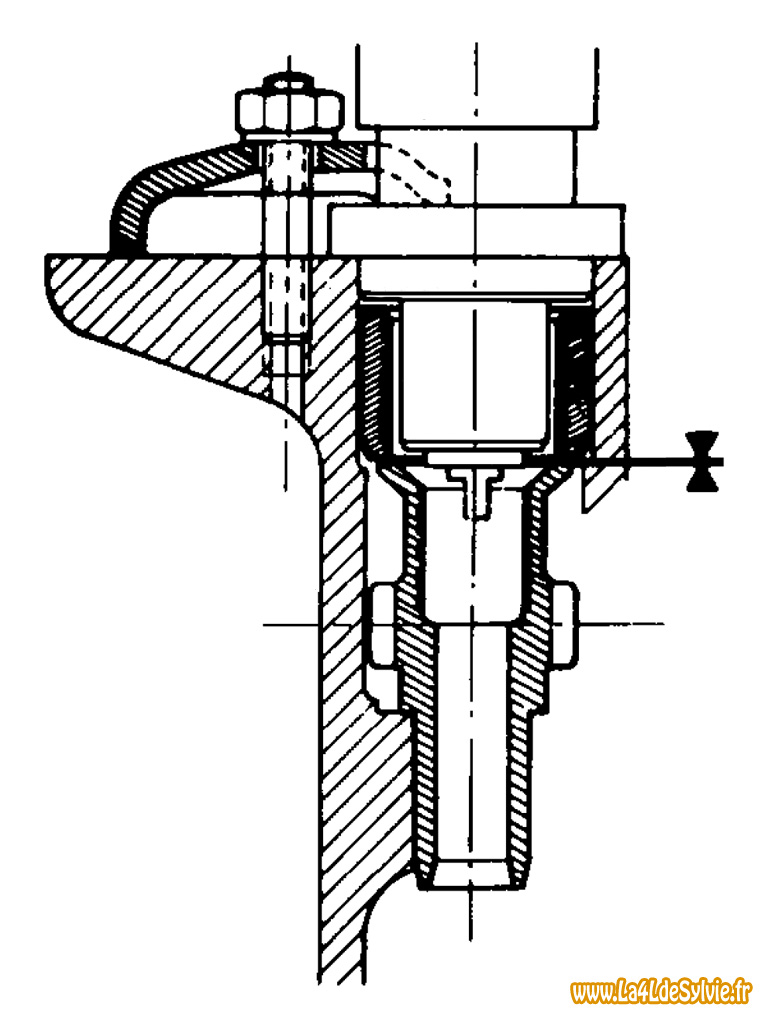{kind=link}
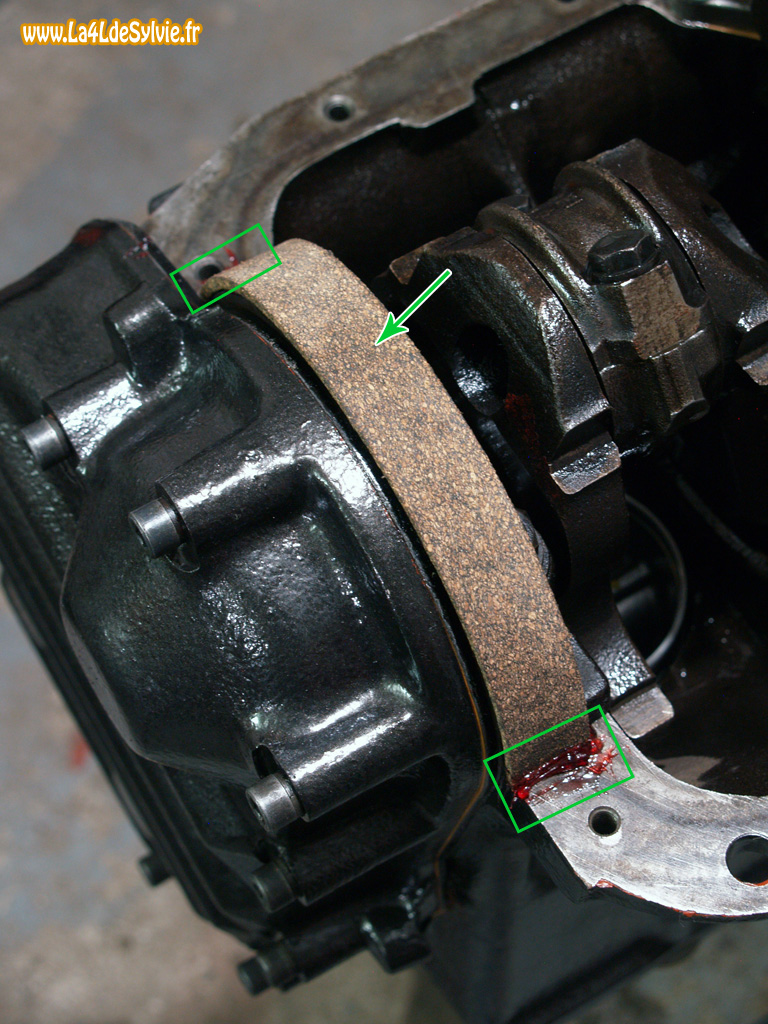 Commencer par reposer le joint de palier arrière (côté distribution) puis enduire les extrémités avec une pâte à joint adaptée.
Commencer par reposer le joint de palier arrière (côté distribution) puis enduire les extrémités avec une pâte à joint adaptée.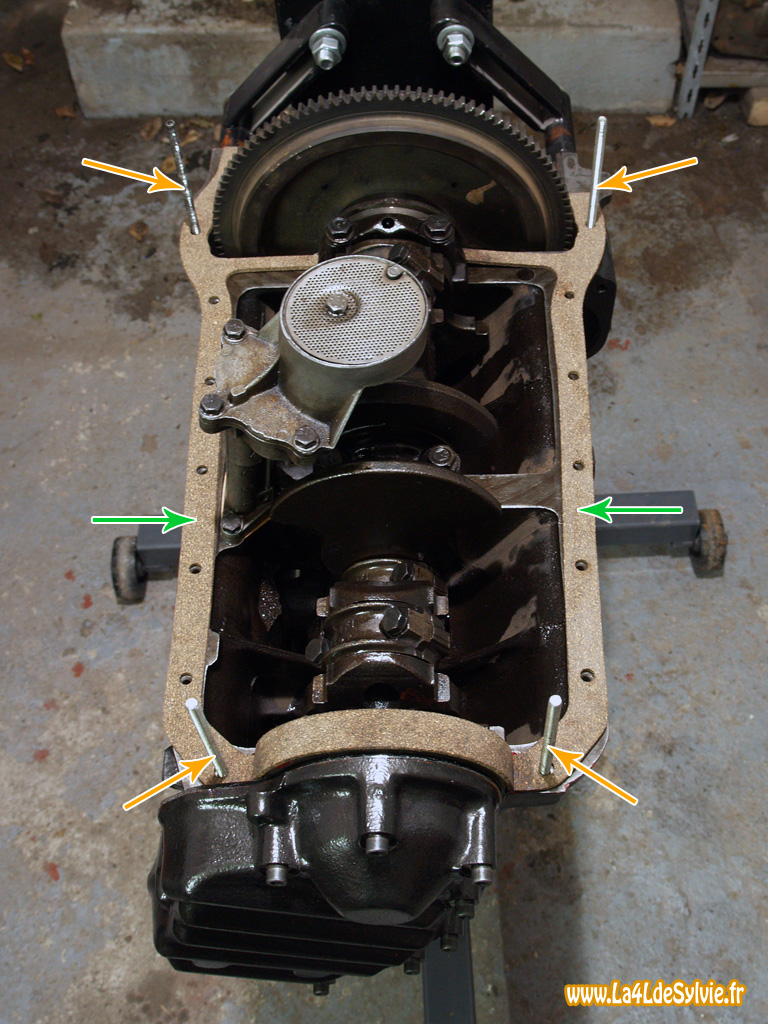 Placer 4 tiges filetées dans les trous de vis de carter aux extrémités du bloc puis reposer les 2 joints latéraux. Les extrémités des joints latéraux doivent recouvrir le joint de palier arrière.
Placer 4 tiges filetées dans les trous de vis de carter aux extrémités du bloc puis reposer les 2 joints latéraux. Les extrémités des joints latéraux doivent recouvrir le joint de palier arrière.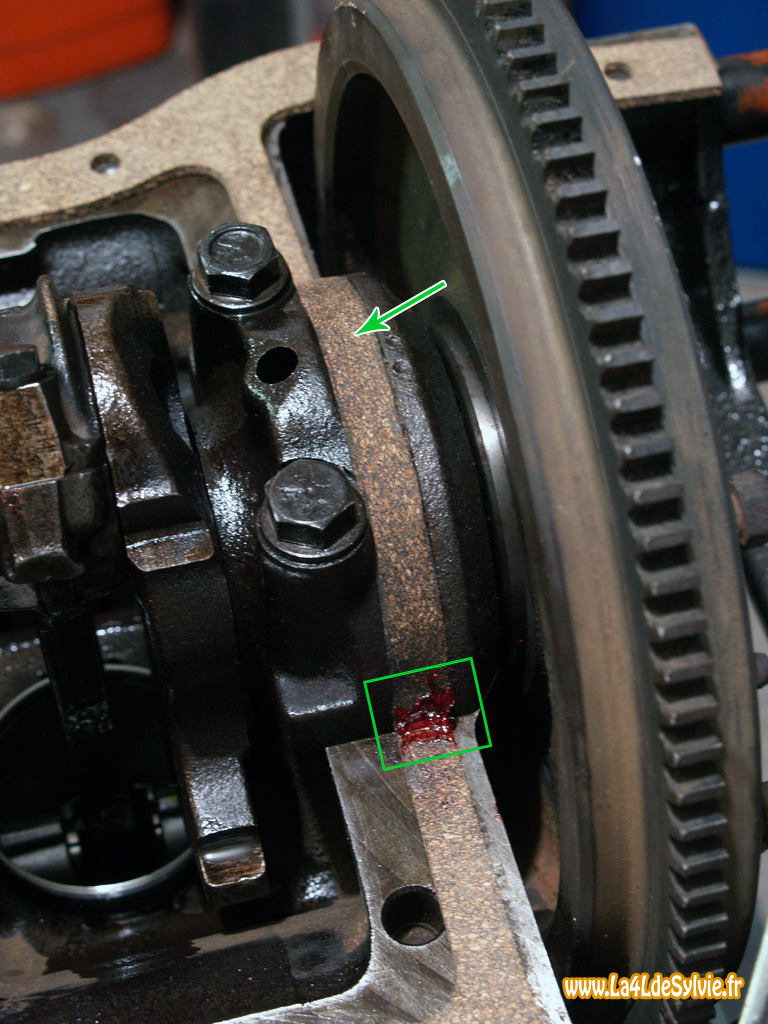 Reposer le joint de palier avant (côté volant moteur) par dessus les joints latéraux et enduire les extrémités de pâte à joint adaptée.
Reposer le joint de palier avant (côté volant moteur) par dessus les joints latéraux et enduire les extrémités de pâte à joint adaptée.
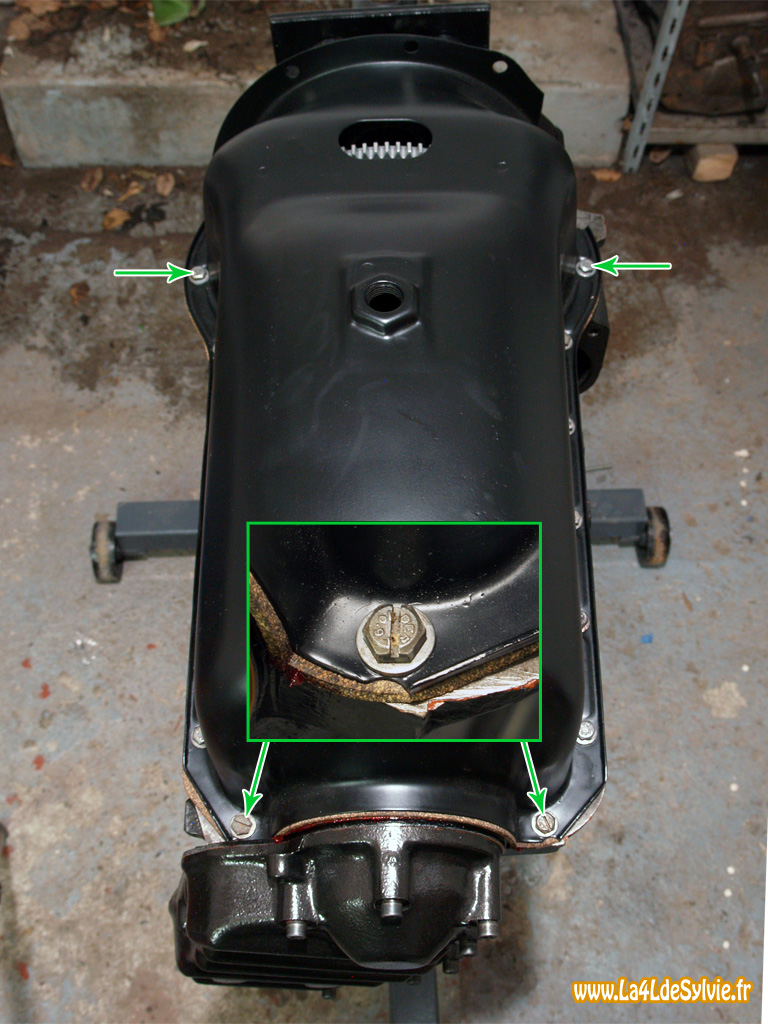 Reposer le carter d'huile puis reposer la majorité des vis. Une fois le carter bien en place, retirer les tiges filetées puis reposer et serrer toutes les vis.
Reposer le carter d'huile puis reposer la majorité des vis. Une fois le carter bien en place, retirer les tiges filetées puis reposer et serrer toutes les vis.{kind=link}
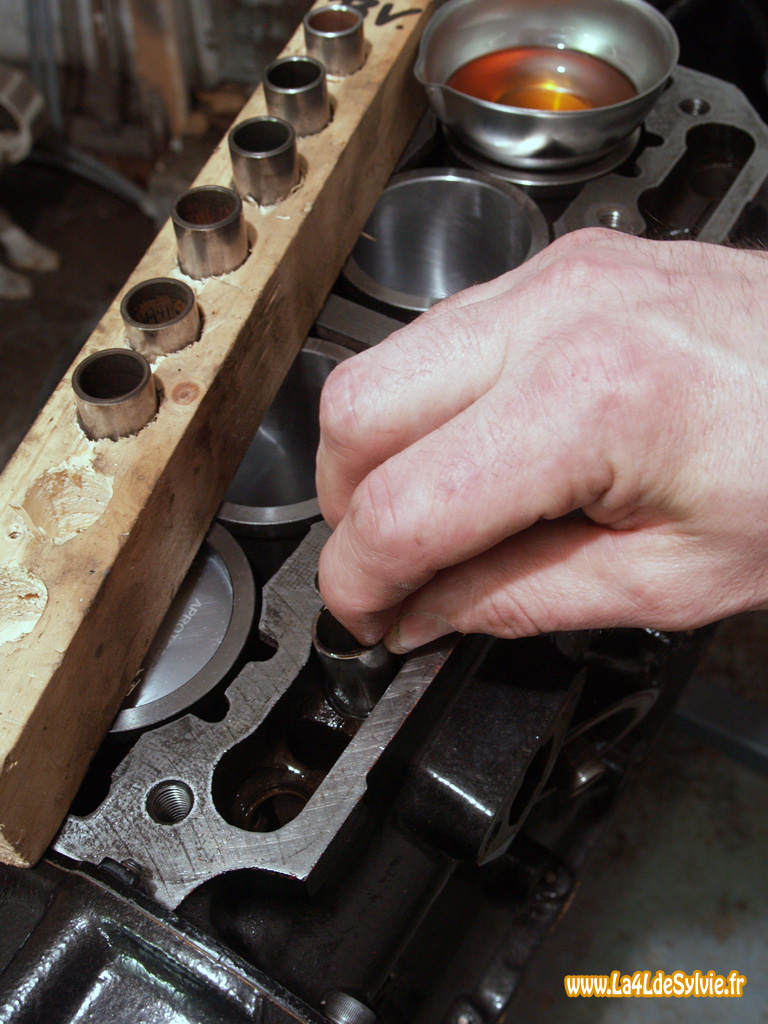
 Commencer par reposer les poussoirs de culbuteurs abondamments lubrifiés avec de l'huile moteur en respectant les emplacements repérés au démontage. Reposez ensuite le joint de culasse neuf sur le moteur avec le repère "Haut-top" vers le haut.
Commencer par reposer les poussoirs de culbuteurs abondamments lubrifiés avec de l'huile moteur en respectant les emplacements repérés au démontage. Reposez ensuite le joint de culasse neuf sur le moteur avec le repère "Haut-top" vers le haut. Reposer la culasse avec les 2 tiges de culbuteurs centrales (celles n'entrant pas en jeu dans la méthode de basculement des culbuteurs pour le serrage des vis) et la maintenir en place avec quelques vis.
Reposer la culasse avec les 2 tiges de culbuteurs centrales (celles n'entrant pas en jeu dans la méthode de basculement des culbuteurs pour le serrage des vis) et la maintenir en place avec quelques vis.{kind=link}
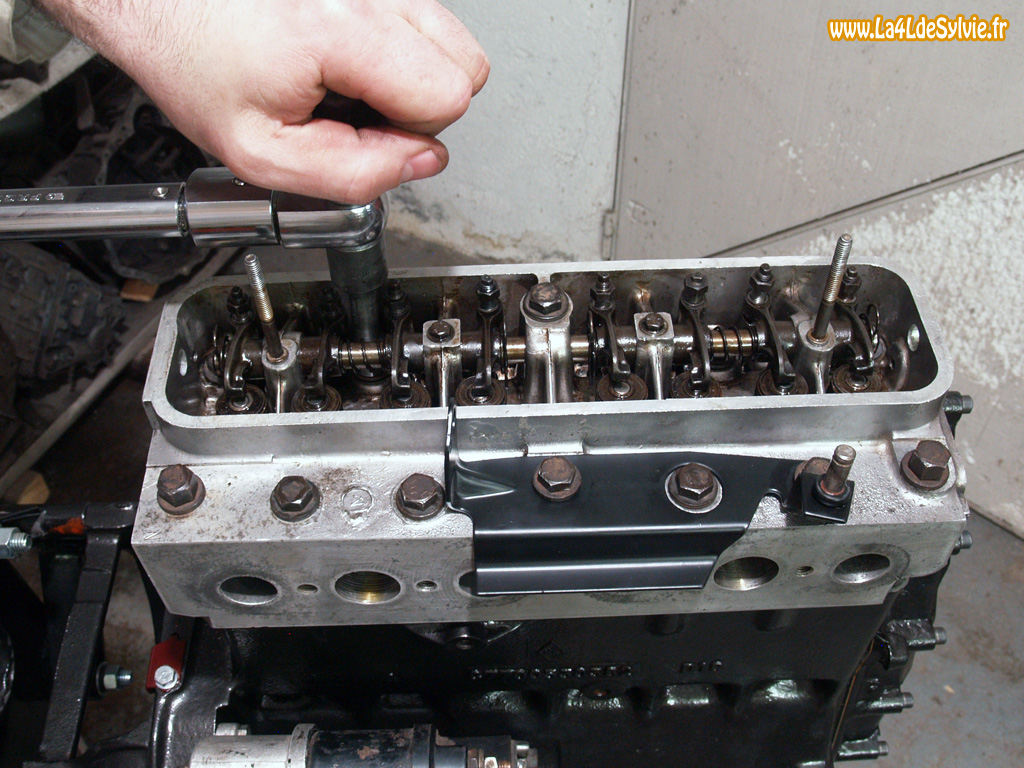
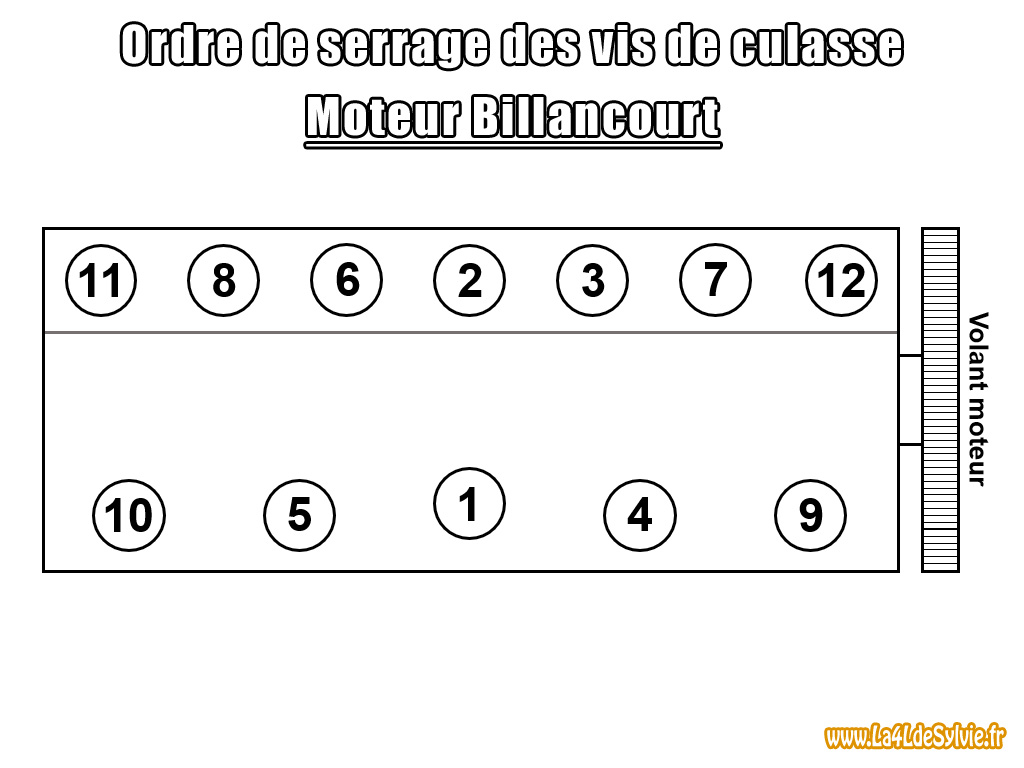 Remettre toutes les vis de culasse en place puis procéder au serrage de la culasse à un couple de 65 N.m dans l'ordre indiqué sur le schéma ci-contre. Je conseille de serrer la culasse en 2 phases : un 1er serrage à environ 40N.m dans l'ordre indiqué puis un deuxième au couple final de 65 N.m dans le même ordre.
Remettre toutes les vis de culasse en place puis procéder au serrage de la culasse à un couple de 65 N.m dans l'ordre indiqué sur le schéma ci-contre. Je conseille de serrer la culasse en 2 phases : un 1er serrage à environ 40N.m dans l'ordre indiqué puis un deuxième au couple final de 65 N.m dans le même ordre.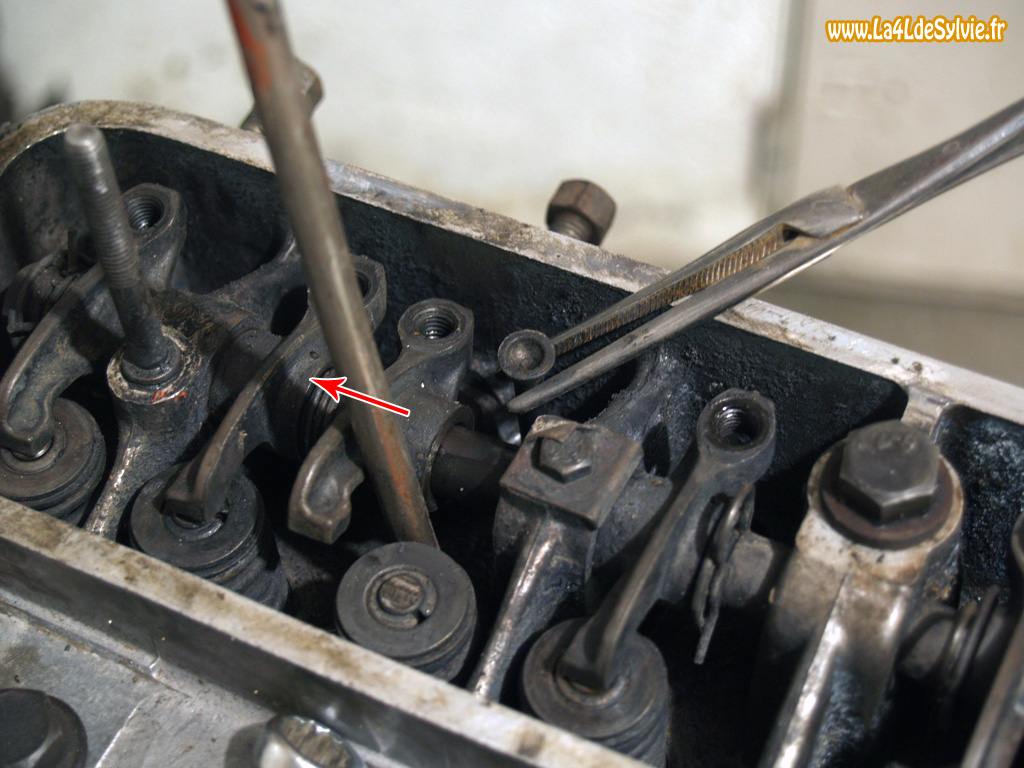 Reposer ensuite les tiges et les vis de réglage des culbuteurs (en utilisant la même méthode que lors du démontage) puis réaliser le réglage du jeu des culbuteurs.
Reposer ensuite les tiges et les vis de réglage des culbuteurs (en utilisant la même méthode que lors du démontage) puis réaliser le réglage du jeu des culbuteurs.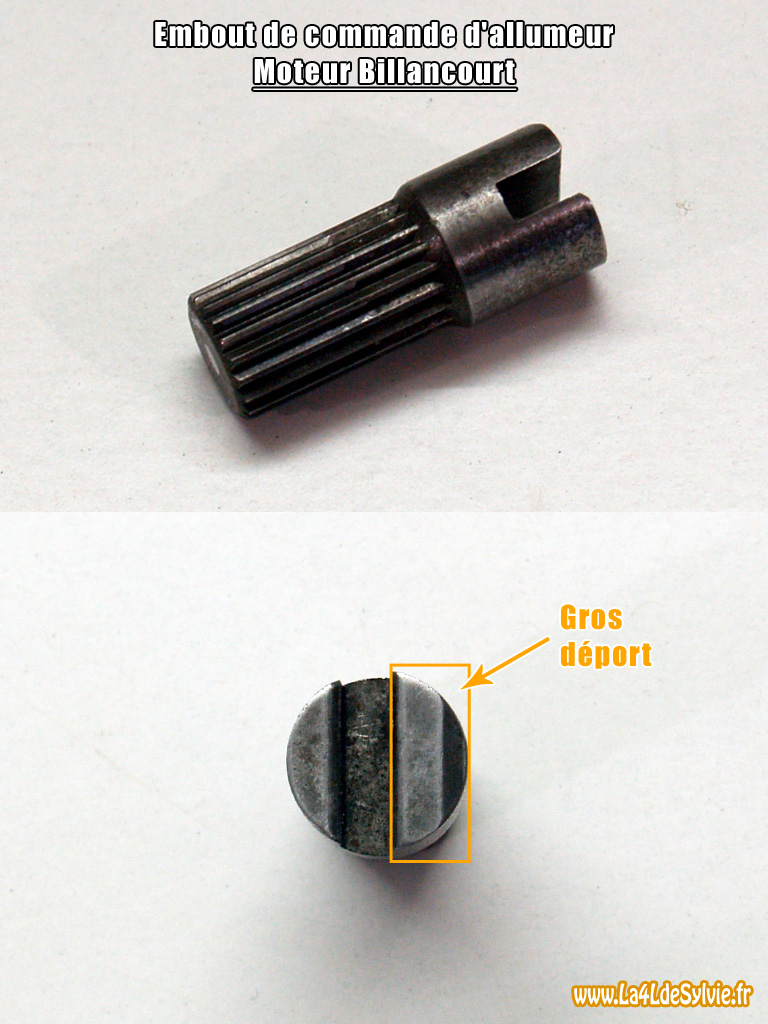
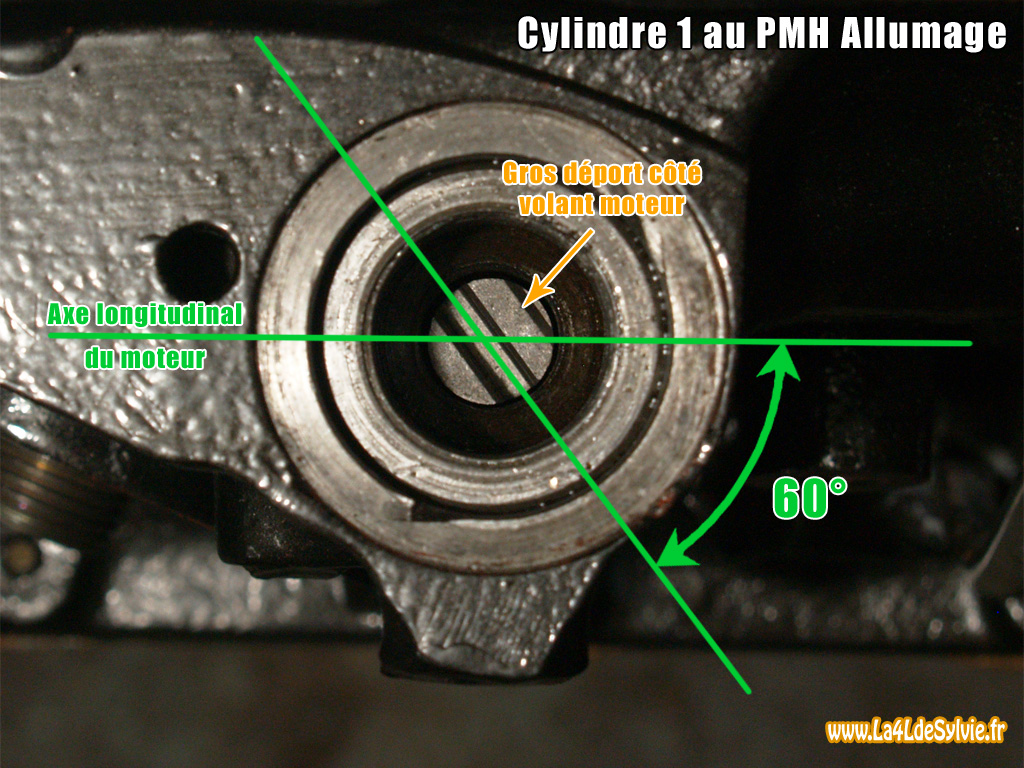 Dans cette position reposer l'embout de commande d'allumeur de manière à ce que celui-ci fasse un angle de 60° par rapport à l'axe longitudinal du moteur avec le gros déport côté volant moteur.
Dans cette position reposer l'embout de commande d'allumeur de manière à ce que celui-ci fasse un angle de 60° par rapport à l'axe longitudinal du moteur avec le gros déport côté volant moteur.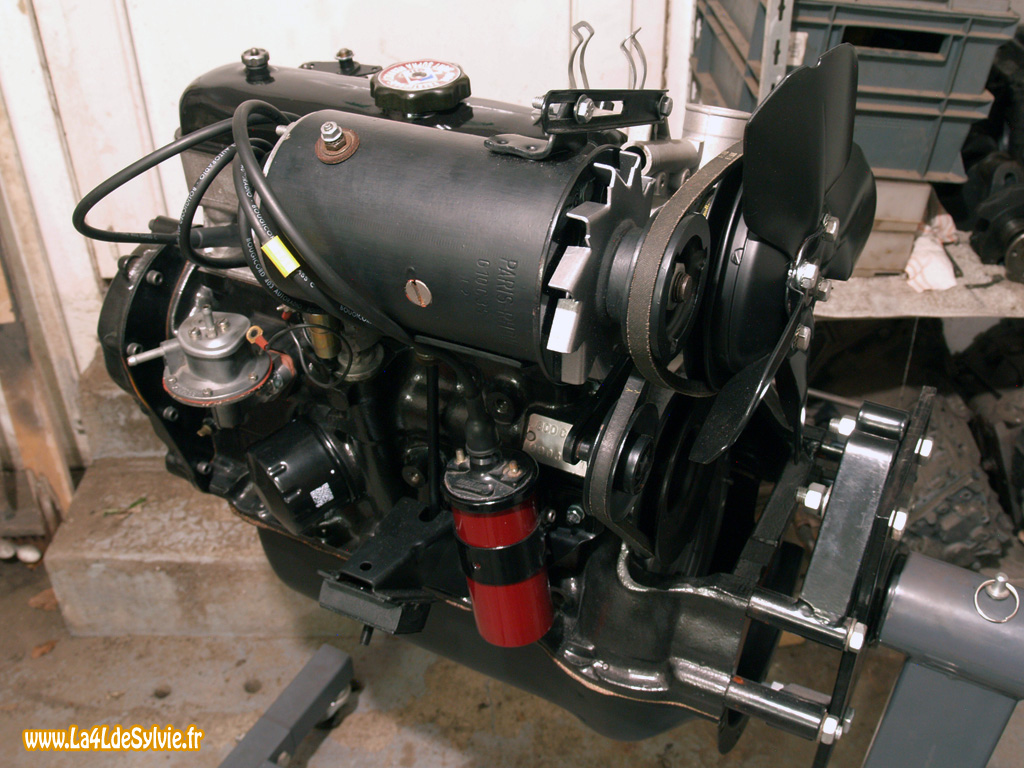 Je ne vais décrire dans ce tutoriel le détail du remontage des périphériques mais si vous avez bien travaillé vous devriez avoir quelque chose qui ressemble à la photo ci-contre.
Je ne vais décrire dans ce tutoriel le détail du remontage des périphériques mais si vous avez bien travaillé vous devriez avoir quelque chose qui ressemble à la photo ci-contre. Comme son nom l'indique, l'axe est "serré" sur le piston et tourne dans la tête de bielle qui est muni d'une bague. Des circlips de chaque côté du piston maintiennent tout de même l'axe en place.
Comme son nom l'indique, l'axe est "serré" sur le piston et tourne dans la tête de bielle qui est muni d'une bague. Des circlips de chaque côté du piston maintiennent tout de même l'axe en place.
 L'axe est serré sur la bielle grâce à un montage à chaud et tourne dans le piston. Il n'y a donc pas de circlip de maintien pour l'axe. D'un côté du piston le trou de l'axe est étagé (lamage) et de l'autre côté il est chanfreiné.
L'axe est serré sur la bielle grâce à un montage à chaud et tourne dans le piston. Il n'y a donc pas de circlip de maintien pour l'axe. D'un côté du piston le trou de l'axe est étagé (lamage) et de l'autre côté il est chanfreiné. Sur les moteurs de 4L, aussi bien Billancourt que Cléon, l'axe du piston est légèrement décalé (de l'ordre de 0,5 à 1,5mm). Ce décalage permet de réduire le claquement engendré par le basculement du piston et permet à la bielle d'être déjà inclinée dans le sens de la descente lorsque le piston est au point mort haut et reçoit le coup de massue de l'explosion.
Sur les moteurs de 4L, aussi bien Billancourt que Cléon, l'axe du piston est légèrement décalé (de l'ordre de 0,5 à 1,5mm). Ce décalage permet de réduire le claquement engendré par le basculement du piston et permet à la bielle d'être déjà inclinée dans le sens de la descente lorsque le piston est au point mort haut et reçoit le coup de massue de l'explosion. Mesurer la distance entre l'axe et l'extérieur du piston de chaque côté de celui-ci. Du fait du décalage de l'axe, la mesure sera plus petite d'un côté ("petit côté") que de l'autre ("grand côté").
Mesurer la distance entre l'axe et l'extérieur du piston de chaque côté de celui-ci. Du fait du décalage de l'axe, la mesure sera plus petite d'un côté ("petit côté") que de l'autre ("grand côté"). Le moteur Billancourt tourne dans le sens horaire (côté volant moteur), le petit côté du piston doit donc être positionné côté arbre à cames.
Le moteur Billancourt tourne dans le sens horaire (côté volant moteur), le petit côté du piston doit donc être positionné côté arbre à cames.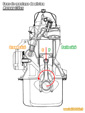 Le moteur Cléon tourne dans le sens anti-horaire (côté volant moteur), le petit côté du piston doit donc être positionné côté admission.
Le moteur Cléon tourne dans le sens anti-horaire (côté volant moteur), le petit côté du piston doit donc être positionné côté admission.
 Les pistons d'origine Renault avaient un (ou plusieurs) repérage(s) qui permettaient, sans faire de mesure du déport, de savoir dans quel sens reposer le piston :
Les pistons d'origine Renault avaient un (ou plusieurs) repérage(s) qui permettaient, sans faire de mesure du déport, de savoir dans quel sens reposer le piston : Les refabrications ne respectent cependant pas forcement ces règles et la flèche (quand elle est présente) n'indique pas forcement le volant moteur! En fonction des fabricants cette flèche peut être orientée vers l'admission ou vers l'arbre à cames (dans ce cas elle indique généralement le sens de rotation du moteur) ou bien être orientée vers la distribution (comme c'est le cas pour les pistons de moteur Billancourt 800-xx de chez Aprotec). Il est donc très important de se renseigner auprès du fournisseur et/ou de vérifier sur le piston de quel côté est le déport et de ne pas se fier uniquement à la flèche ou au lamage!
Les refabrications ne respectent cependant pas forcement ces règles et la flèche (quand elle est présente) n'indique pas forcement le volant moteur! En fonction des fabricants cette flèche peut être orientée vers l'admission ou vers l'arbre à cames (dans ce cas elle indique généralement le sens de rotation du moteur) ou bien être orientée vers la distribution (comme c'est le cas pour les pistons de moteur Billancourt 800-xx de chez Aprotec). Il est donc très important de se renseigner auprès du fournisseur et/ou de vérifier sur le piston de quel côté est le déport et de ne pas se fier uniquement à la flèche ou au lamage!
 Commencer par retirer les circlips des 2 côtés de l'axe.
Commencer par retirer les circlips des 2 côtés de l'axe.

 Retirer ensuite l'axe de bielle en maintenant le piston dans un support dédié et en poussant l'axe avec un tube de diamètre adapté (ici avec une douille de petit diamètre).
Retirer ensuite l'axe de bielle en maintenant le piston dans un support dédié et en poussant l'axe avec un tube de diamètre adapté (ici avec une douille de petit diamètre).

 De la même manière si le remplacement des bagues de pied de bielle est nécessaire, chasser les bagues à l'aide d'une presse ou d'un étau.
De la même manière si le remplacement des bagues de pied de bielle est nécessaire, chasser les bagues à l'aide d'une presse ou d'un étau. A la "presse" reposer la bague sur le pied de bielle.
A la "presse" reposer la bague sur le pied de bielle. Pour ceux qui ont le matériel (et les compétences) effectuer un alésage de la bague de pied de bielle, sinon faire réaliser cet alésage par un professionnel.
Pour ceux qui ont le matériel (et les compétences) effectuer un alésage de la bague de pied de bielle, sinon faire réaliser cet alésage par un professionnel. Insérer un circlip neuf dans l'une des gorges du piston.
Insérer un circlip neuf dans l'une des gorges du piston.

 Plonger le piston dans l'eau bouillante quelques minutes puis insérer à la main l'axe du piston préalablement huilé jusqu'à ce qu'il vienne en butée sur le 1er circlip (terminer en poussant avec un tube de diamètre adapté).
Plonger le piston dans l'eau bouillante quelques minutes puis insérer à la main l'axe du piston préalablement huilé jusqu'à ce qu'il vienne en butée sur le 1er circlip (terminer en poussant avec un tube de diamètre adapté). Insérer ensuite le second circlip neuf et vérifier qu'il n'y ait pas de jeu ou de points durs lors du mouvement de la bielle.
Insérer ensuite le second circlip neuf et vérifier qu'il n'y ait pas de jeu ou de points durs lors du mouvement de la bielle.
 La bielle se dépose à la presse ou avec un étau de bonne facture :
La bielle se dépose à la presse ou avec un étau de bonne facture :
 Il n'y a plus qu'à serrer petit à petit jusqu'à avoir chasser l'axe de la bielle. Une bonne dose de WD 40 et/ou un peu de chaleur permettent de faciliter la dépose
Il n'y a plus qu'à serrer petit à petit jusqu'à avoir chasser l'axe de la bielle. Une bonne dose de WD 40 et/ou un peu de chaleur permettent de faciliter la dépose
 Et voilà, ça c'était la partie "facile".
Et voilà, ça c'était la partie "facile". La repose de la bielle nécessite un peu de matériel :
La repose de la bielle nécessite un peu de matériel :
 Sur le modèle de support Renault, le piston est positionné sur le support grâce au lamage qui vient en appui sur une bague de diamètre adapté (B).
Sur le modèle de support Renault, le piston est positionné sur le support grâce au lamage qui vient en appui sur une bague de diamètre adapté (B).
 Le système le plus répandu (sur lequel je me suis appuyé pour fabriquer le mien) est très similaire à celui de Renault à 2 différences près :
Le système le plus répandu (sur lequel je me suis appuyé pour fabriquer le mien) est très similaire à celui de Renault à 2 différences près : Chauffer le pied de bielle à une température d'environ 250°C. Afin de s'assurer d'avoir atteint la bonne température, positionner un morceau d'étain dont le point de fusion est d'environ 250°C sur la base du pied de bielle.
Chauffer le pied de bielle à une température d'environ 250°C. Afin de s'assurer d'avoir atteint la bonne température, positionner un morceau d'étain dont le point de fusion est d'environ 250°C sur la base du pied de bielle. Les pistons que j'ai acheté chez Aprotec France proposent la possibilité de monter les bielles avec 2 solutions de montage (axe serré sur la bielle comme à l'origine ou axe libre). Cette proposition a été motivée par la difficulté de montage des axes serrés sur la bielle rencontré par les clients.
Les pistons que j'ai acheté chez Aprotec France proposent la possibilité de monter les bielles avec 2 solutions de montage (axe serré sur la bielle comme à l'origine ou axe libre). Cette proposition a été motivée par la difficulté de montage des axes serrés sur la bielle rencontré par les clients. .
. Comme son nom l'indique, l'axe est "serré" sur le piston et tourne dans la tête de bielle qui est muni d'une bague. Des circlips de chaque côté du piston maintiennent tout de même l'axe en place.
Comme son nom l'indique, l'axe est "serré" sur le piston et tourne dans la tête de bielle qui est muni d'une bague. Des circlips de chaque côté du piston maintiennent tout de même l'axe en place.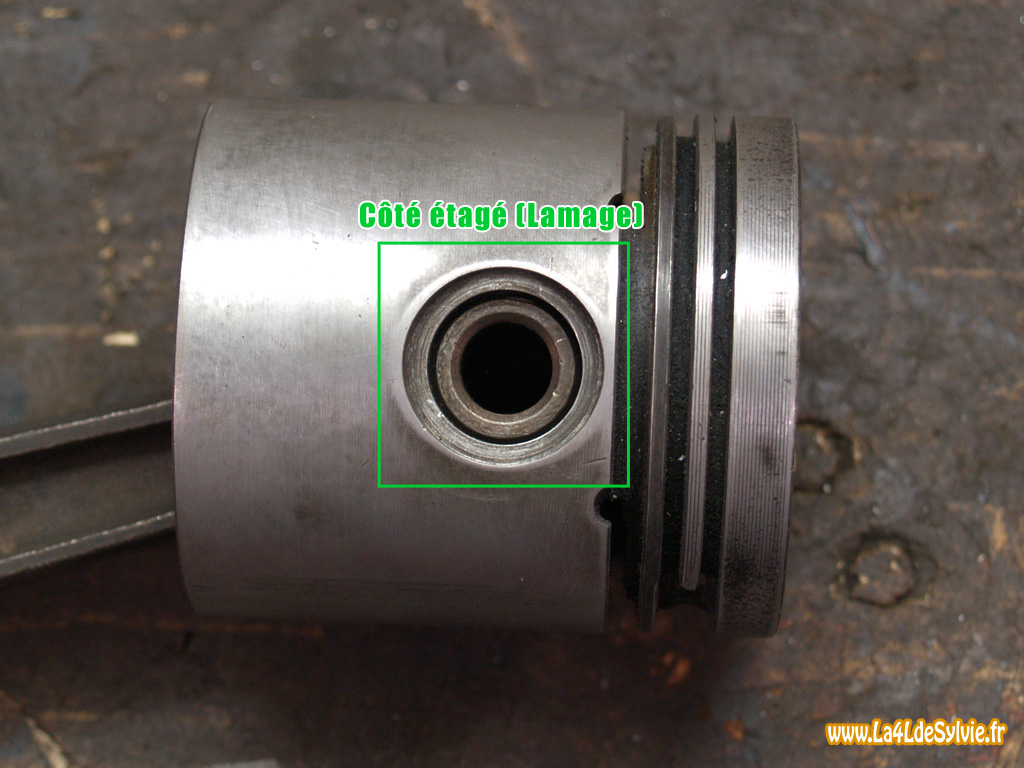
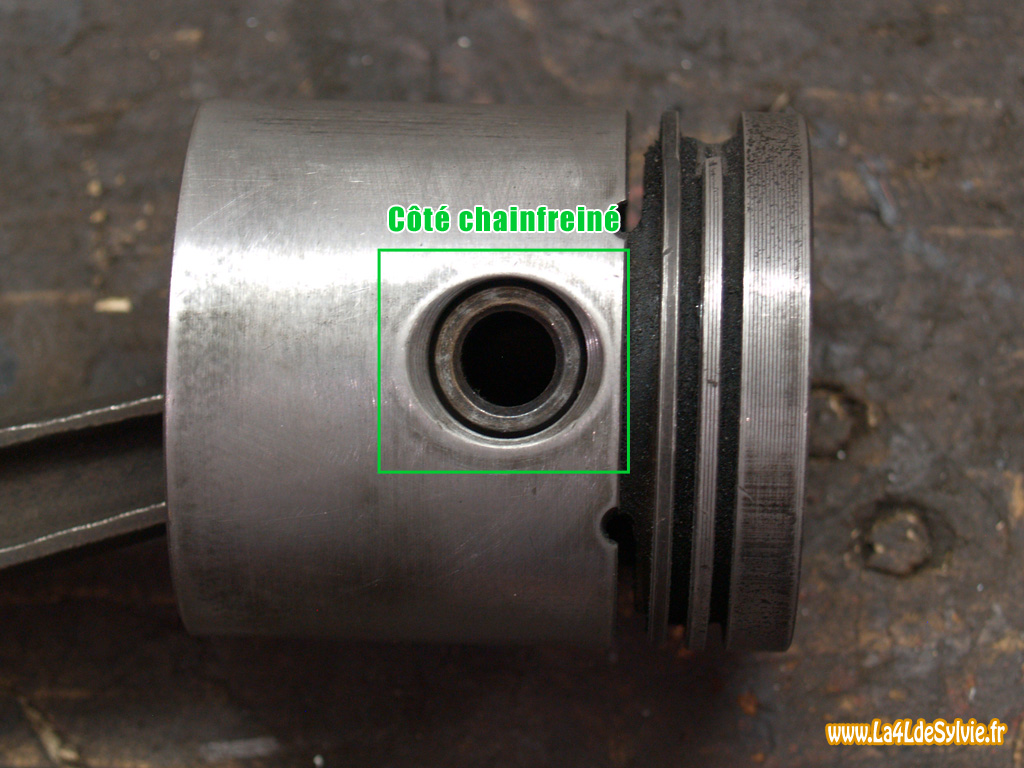 L'axe est serré sur la bielle grâce à un montage à chaud et tourne dans le piston. Il n'y a donc pas de circlip de maintien pour l'axe. D'un côté du piston le trou de l'axe est étagé (lamage) et de l'autre côté il est chanfreiné.
L'axe est serré sur la bielle grâce à un montage à chaud et tourne dans le piston. Il n'y a donc pas de circlip de maintien pour l'axe. D'un côté du piston le trou de l'axe est étagé (lamage) et de l'autre côté il est chanfreiné. Sur les moteurs de 4L, aussi bien Billancourt que Cléon, l'axe du piston est légèrement décalé (de l'ordre de 0,5 à 1,5mm). Ce décalage permet de réduire le claquement engendré par le basculement du piston et permet à la bielle d'être déjà inclinée dans le sens de la descente lorsque le piston est au point mort haut et reçoit le coup de massue de l'explosion.
Sur les moteurs de 4L, aussi bien Billancourt que Cléon, l'axe du piston est légèrement décalé (de l'ordre de 0,5 à 1,5mm). Ce décalage permet de réduire le claquement engendré par le basculement du piston et permet à la bielle d'être déjà inclinée dans le sens de la descente lorsque le piston est au point mort haut et reçoit le coup de massue de l'explosion.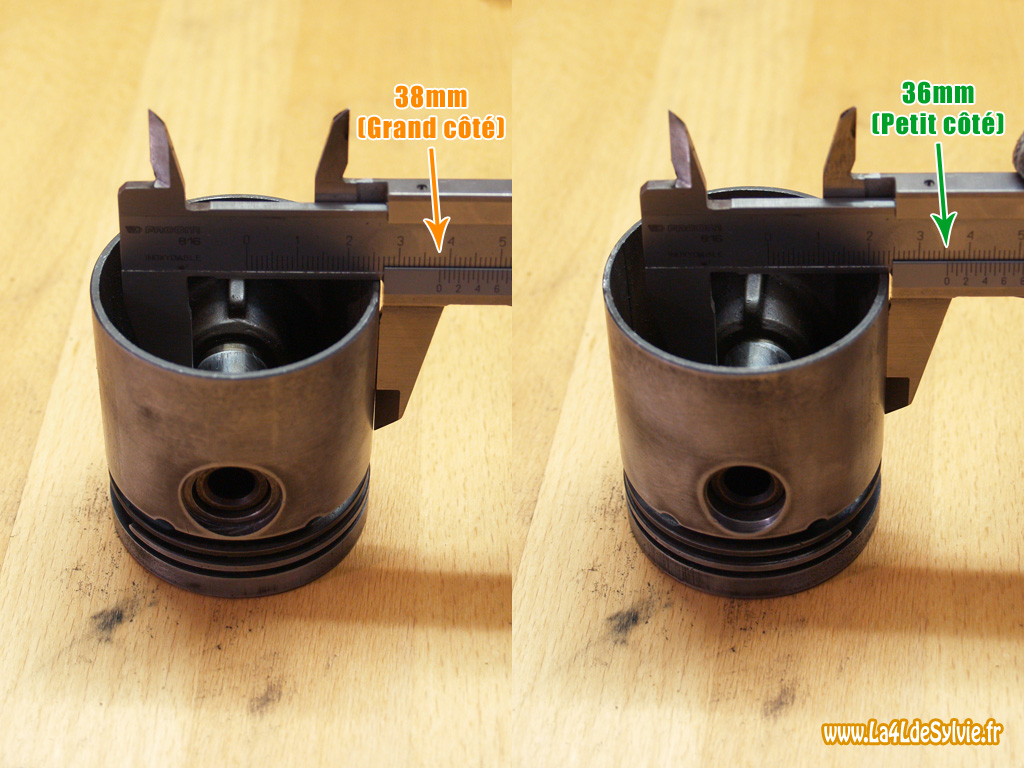 Mesurer la distance entre l'axe et l'extérieur du piston de chaque côté de celui-ci. Du fait du décalage de l'axe, la mesure sera plus petite d'un côté ("petit côté") que de l'autre ("grand côté").
Mesurer la distance entre l'axe et l'extérieur du piston de chaque côté de celui-ci. Du fait du décalage de l'axe, la mesure sera plus petite d'un côté ("petit côté") que de l'autre ("grand côté").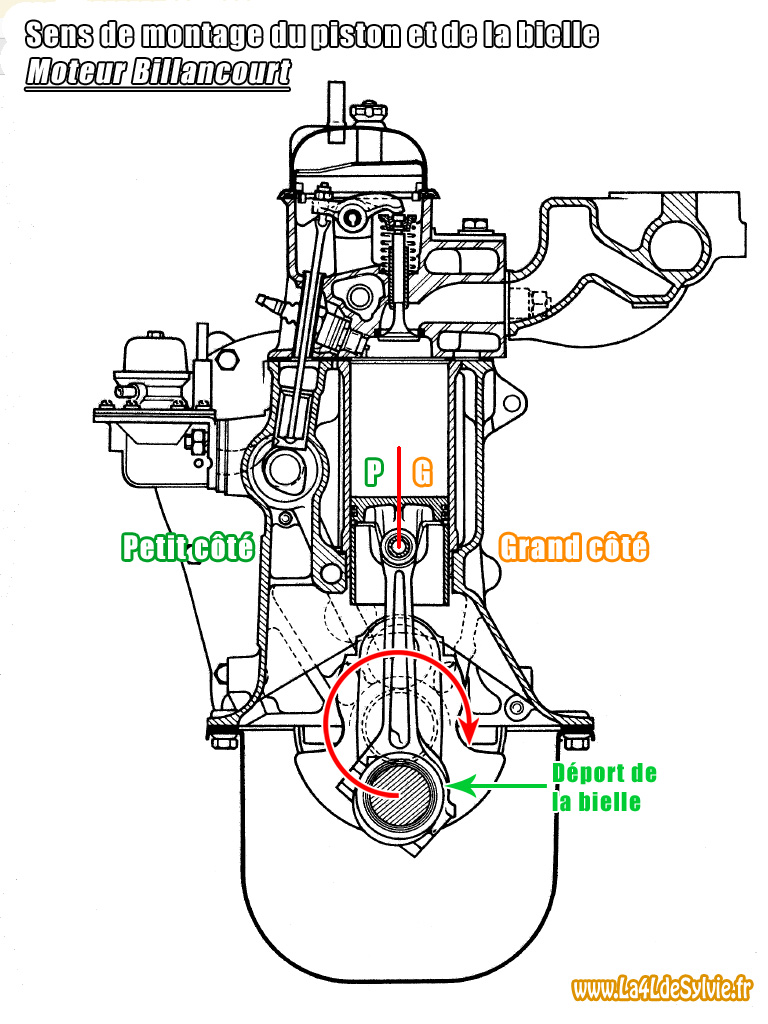 Le moteur Billancourt tourne dans le sens horaire (côté volant moteur), le petit côté du piston doit donc être positionné côté arbre à cames.
Le moteur Billancourt tourne dans le sens horaire (côté volant moteur), le petit côté du piston doit donc être positionné côté arbre à cames.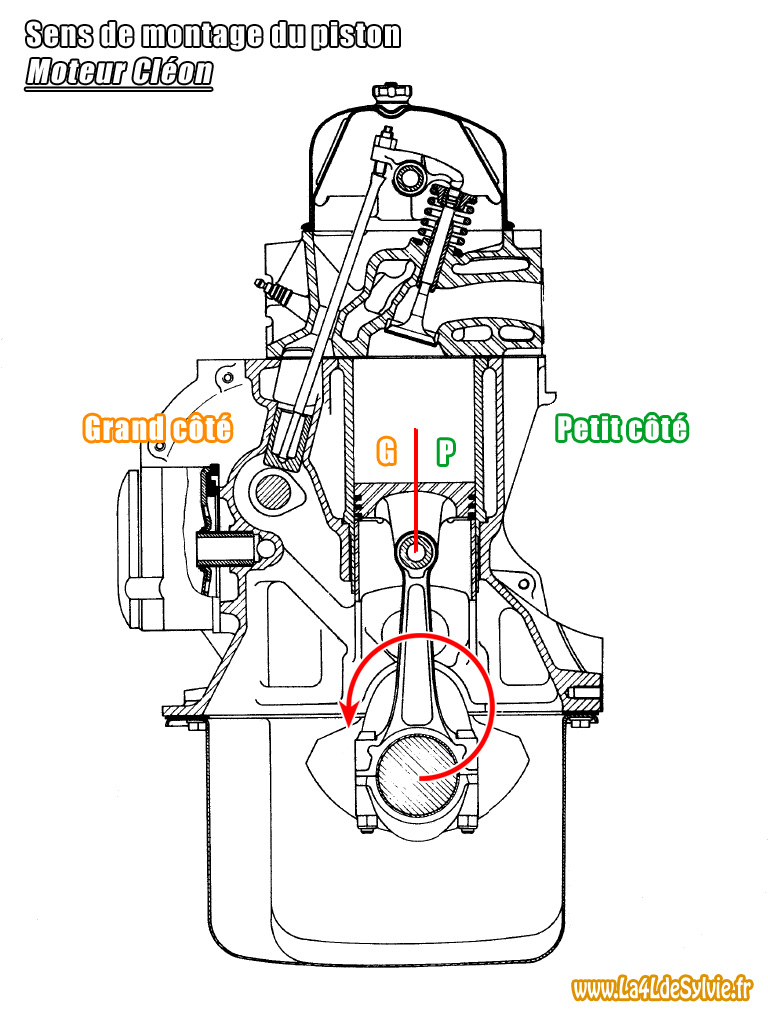 Le moteur Cléon tourne dans le sens anti-horaire (côté volant moteur), le petit côté du piston doit donc être positionné côté admission.
Le moteur Cléon tourne dans le sens anti-horaire (côté volant moteur), le petit côté du piston doit donc être positionné côté admission. Les pistons d'origine Renault avaient un (ou plusieurs) repérage(s) qui permettaient, sans faire de mesure du déport, de savoir dans quel sens reposer le piston :
Les pistons d'origine Renault avaient un (ou plusieurs) repérage(s) qui permettaient, sans faire de mesure du déport, de savoir dans quel sens reposer le piston :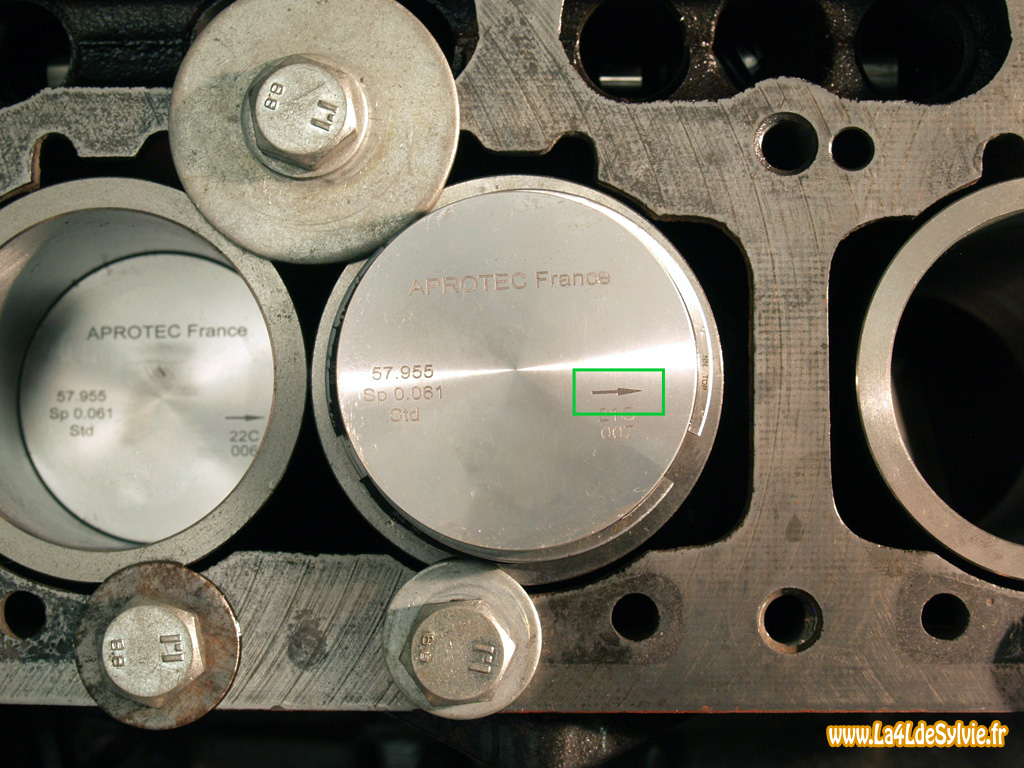 Les refabrications ne respectent cependant pas forcement ces règles et la flèche (quand elle est présente) n'indique pas forcement le volant moteur! En fonction des fabricants cette flèche peut être orientée vers l'admission ou vers l'arbre à cames (dans ce cas elle indique généralement le sens de rotation du moteur) ou bien être orientée vers la distribution (comme c'est le cas pour les pistons de moteur Billancourt 800-xx de chez Aprotec). Il est donc très important de se renseigner auprès du fournisseur et/ou de vérifier sur le piston de quel côté est le déport et de ne pas se fier uniquement à la flèche ou au lamage!
Les refabrications ne respectent cependant pas forcement ces règles et la flèche (quand elle est présente) n'indique pas forcement le volant moteur! En fonction des fabricants cette flèche peut être orientée vers l'admission ou vers l'arbre à cames (dans ce cas elle indique généralement le sens de rotation du moteur) ou bien être orientée vers la distribution (comme c'est le cas pour les pistons de moteur Billancourt 800-xx de chez Aprotec). Il est donc très important de se renseigner auprès du fournisseur et/ou de vérifier sur le piston de quel côté est le déport et de ne pas se fier uniquement à la flèche ou au lamage!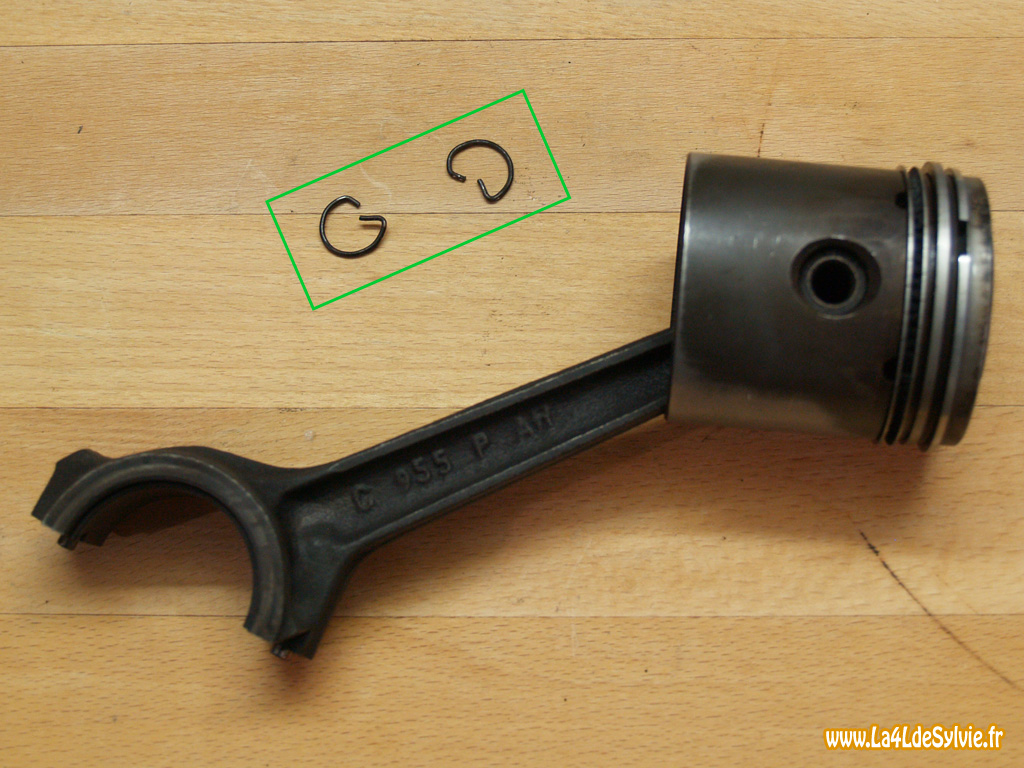 Commencer par retirer les circlips des 2 côtés de l'axe.
Commencer par retirer les circlips des 2 côtés de l'axe.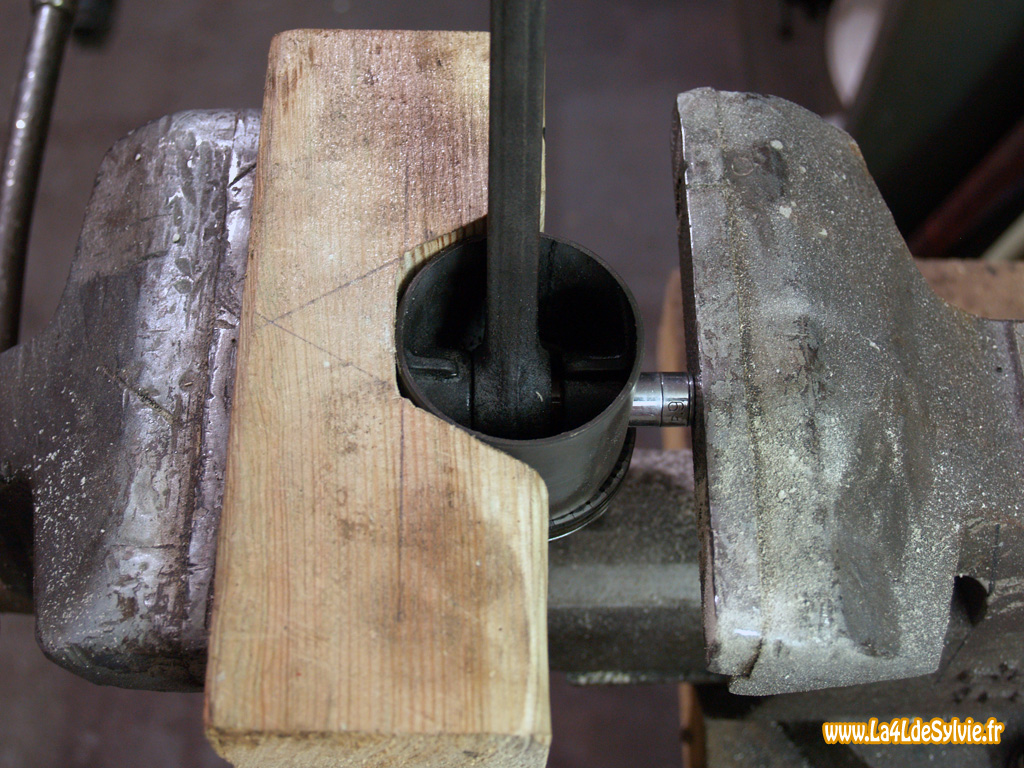
 Retirer ensuite l'axe de bielle en maintenant le piston dans un support dédié et en poussant l'axe avec un tube de diamètre adapté (ici avec une douille de petit diamètre).
Retirer ensuite l'axe de bielle en maintenant le piston dans un support dédié et en poussant l'axe avec un tube de diamètre adapté (ici avec une douille de petit diamètre).{kind=link}

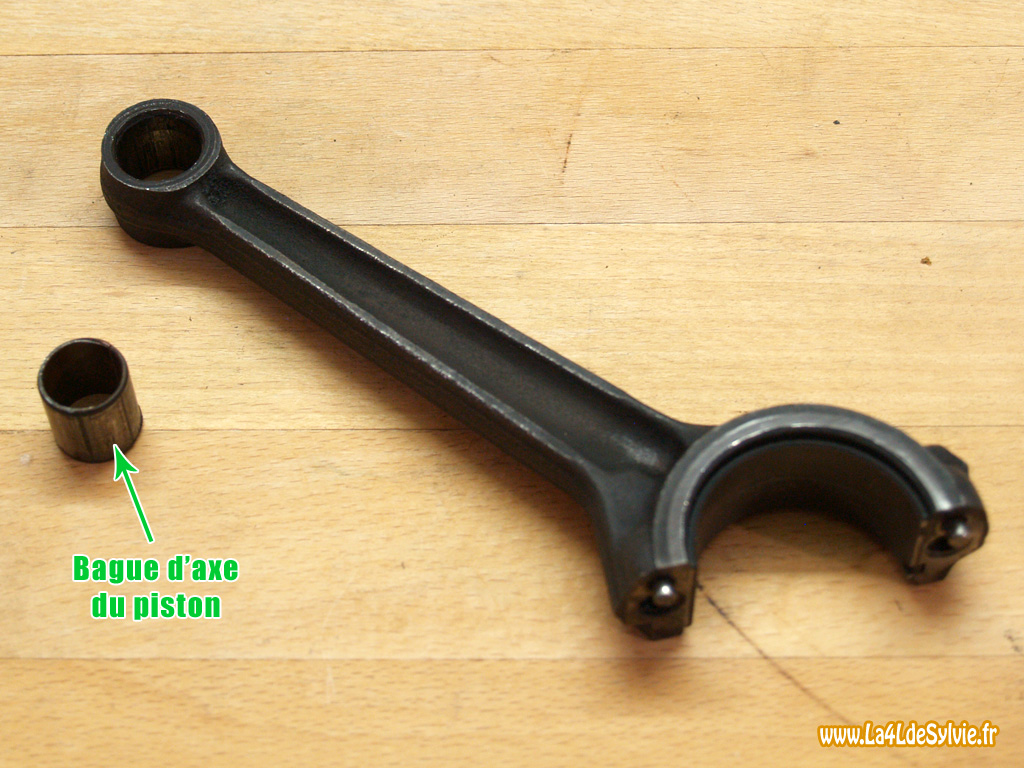 De la même manière si le remplacement des bagues de pied de bielle est nécessaire, chasser les bagues à l'aide d'une presse ou d'un étau.
De la même manière si le remplacement des bagues de pied de bielle est nécessaire, chasser les bagues à l'aide d'une presse ou d'un étau. A la "presse" reposer la bague sur le pied de bielle.
A la "presse" reposer la bague sur le pied de bielle.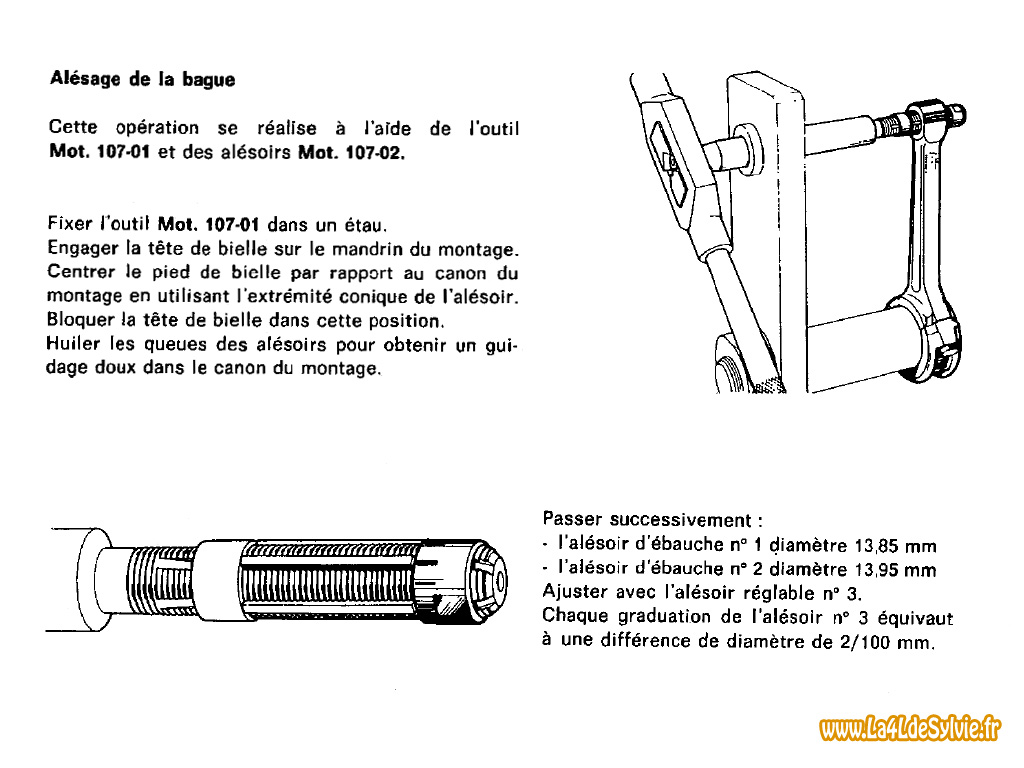 Pour ceux qui ont le matériel (et les compétences) effectuer un alésage de la bague de pied de bielle, sinon faire réaliser cet alésage par un professionnel.
Pour ceux qui ont le matériel (et les compétences) effectuer un alésage de la bague de pied de bielle, sinon faire réaliser cet alésage par un professionnel. Insérer un circlip neuf dans l'une des gorges du piston.
Insérer un circlip neuf dans l'une des gorges du piston.
 Plonger le piston dans l'eau bouillante quelques minutes puis insérer à la main l'axe du piston préalablement huilé jusqu'à ce qu'il vienne en butée sur le 1er circlip (terminer en poussant avec un tube de diamètre adapté).
Plonger le piston dans l'eau bouillante quelques minutes puis insérer à la main l'axe du piston préalablement huilé jusqu'à ce qu'il vienne en butée sur le 1er circlip (terminer en poussant avec un tube de diamètre adapté).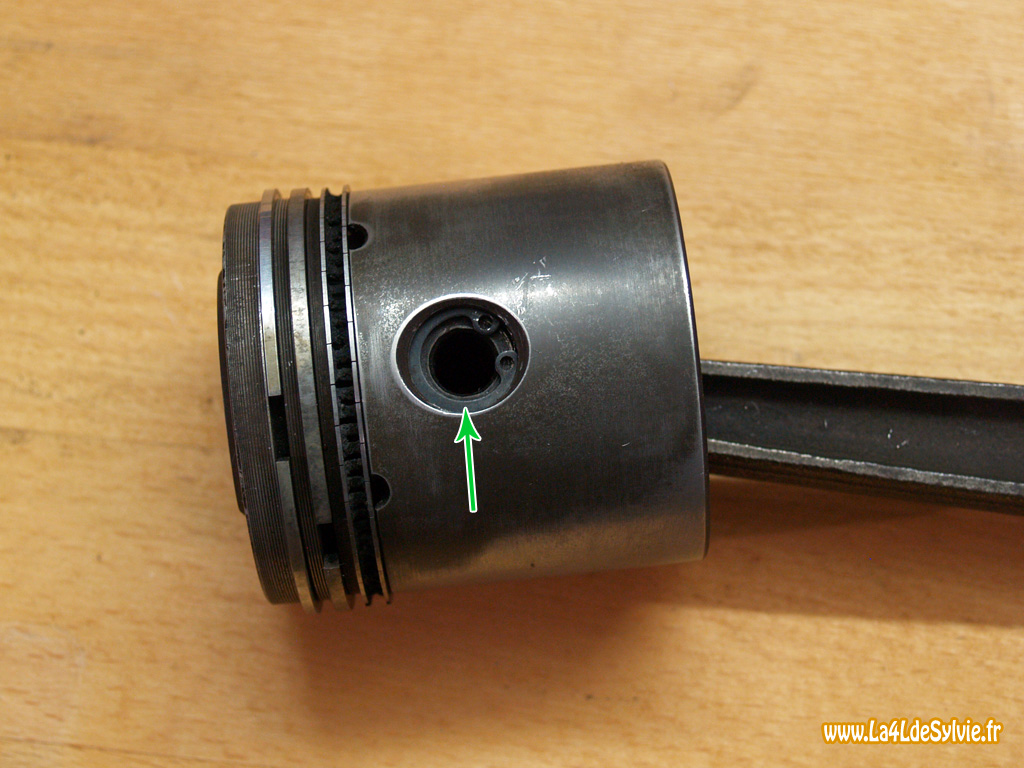 Insérer ensuite le second circlip neuf et vérifier qu'il n'y ait pas de jeu ou de points durs lors du mouvement de la bielle.
Insérer ensuite le second circlip neuf et vérifier qu'il n'y ait pas de jeu ou de points durs lors du mouvement de la bielle.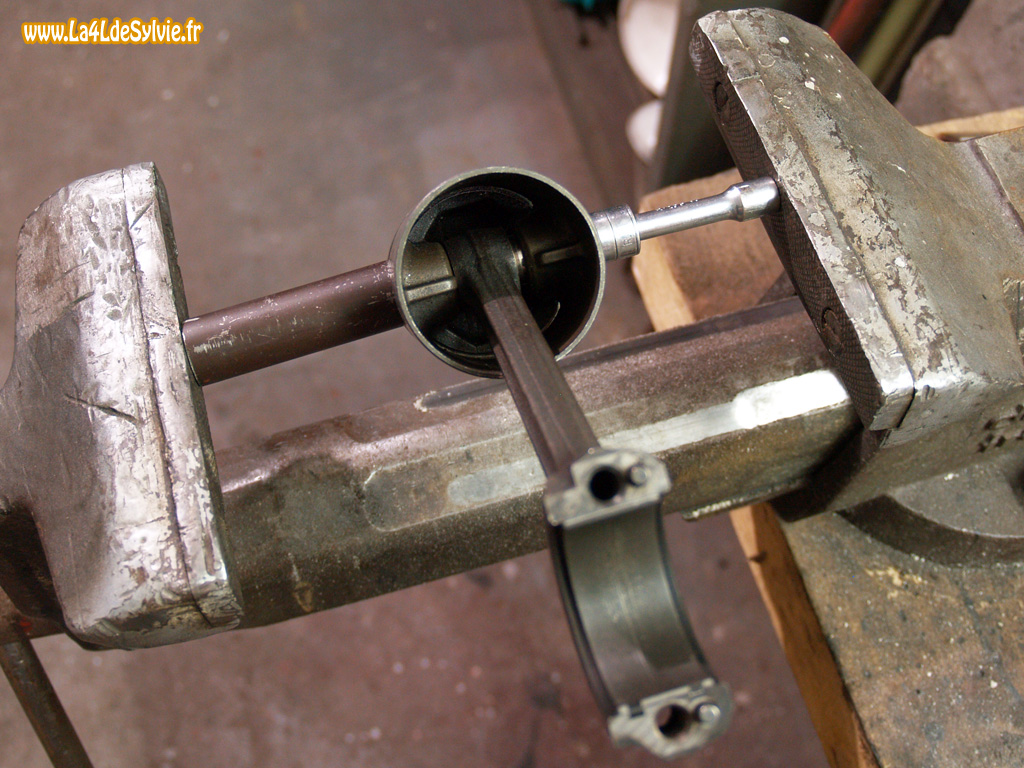 La bielle se dépose à la presse ou avec un étau de bonne facture :
La bielle se dépose à la presse ou avec un étau de bonne facture :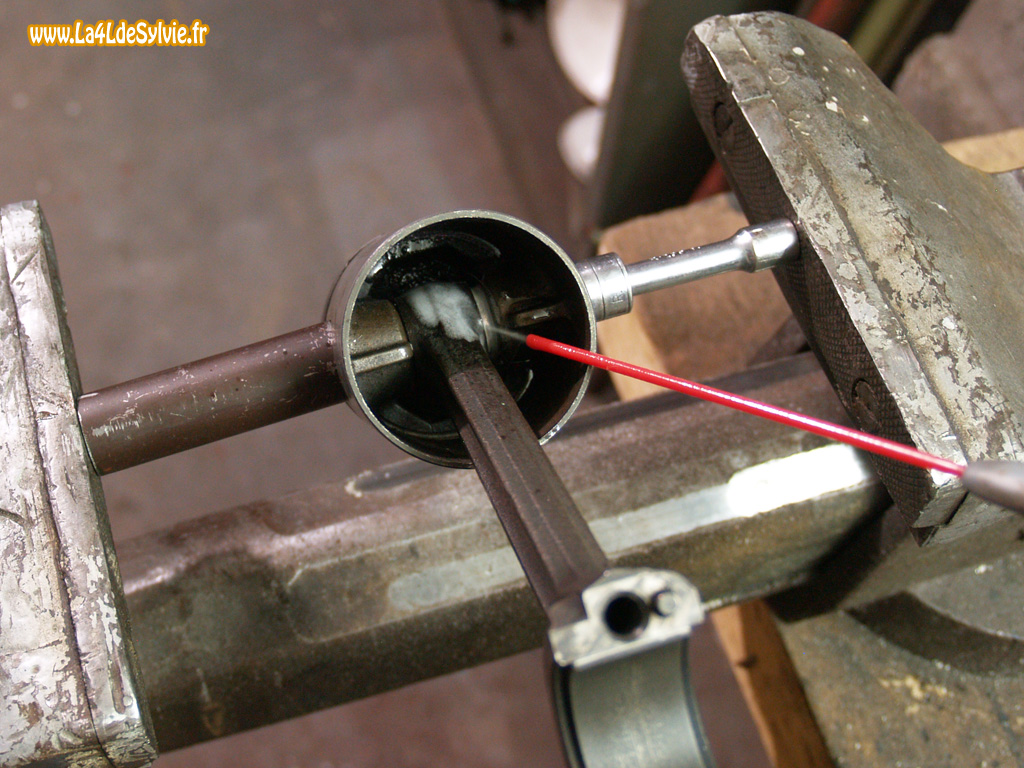
 Il n'y a plus qu'à serrer petit à petit jusqu'à avoir chasser l'axe de la bielle. Une bonne dose de WD 40 et/ou un peu de chaleur permettent de faciliter la dépose
Il n'y a plus qu'à serrer petit à petit jusqu'à avoir chasser l'axe de la bielle. Une bonne dose de WD 40 et/ou un peu de chaleur permettent de faciliter la dépose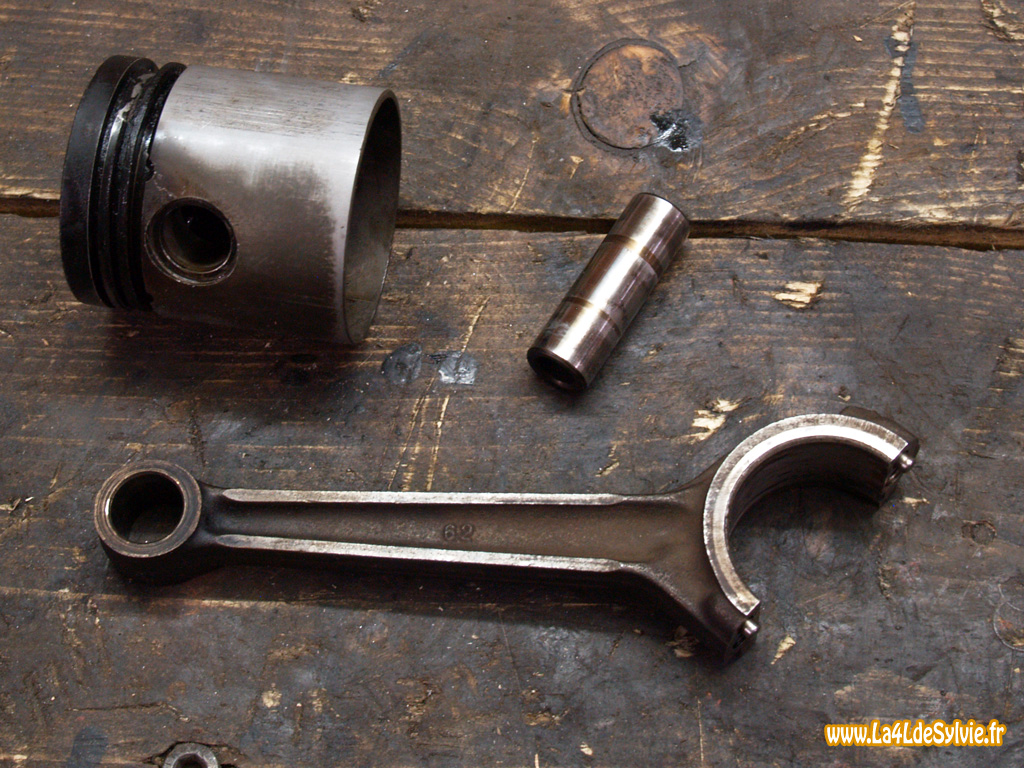 Et voilà, ça c'était la partie "facile".
Et voilà, ça c'était la partie "facile". La repose de la bielle nécessite un peu de matériel :
La repose de la bielle nécessite un peu de matériel :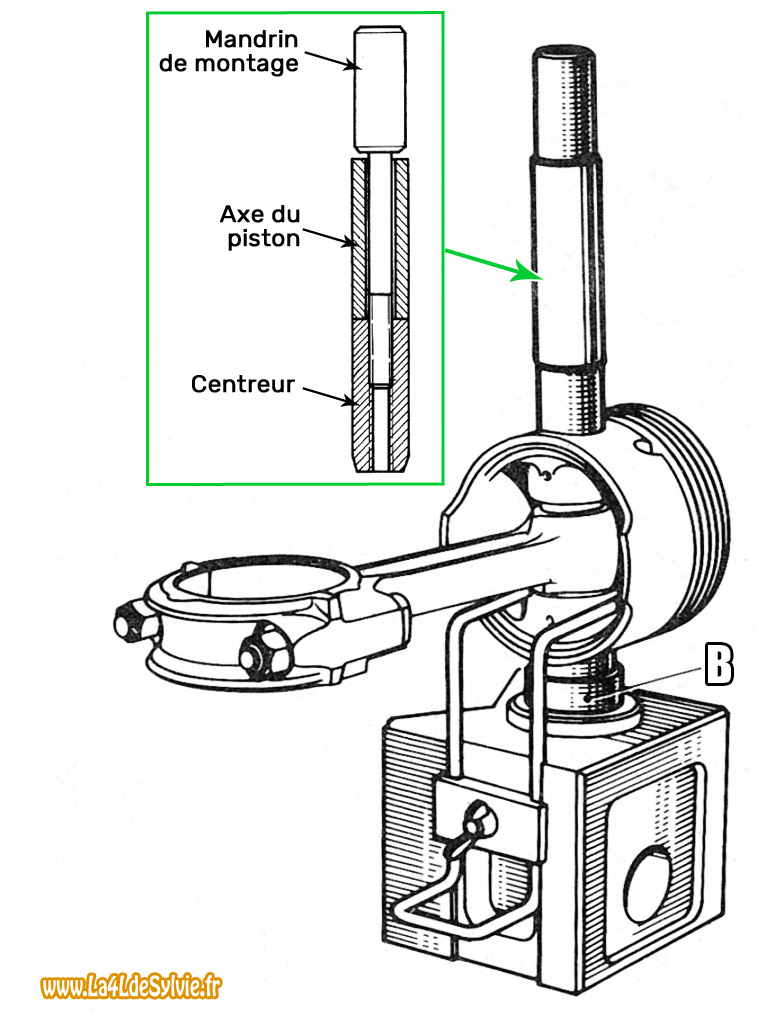
 Sur le modèle de support Renault, le piston est positionné sur le support grâce au lamage qui vient en appui sur une bague de diamètre adapté (B).
Sur le modèle de support Renault, le piston est positionné sur le support grâce au lamage qui vient en appui sur une bague de diamètre adapté (B).
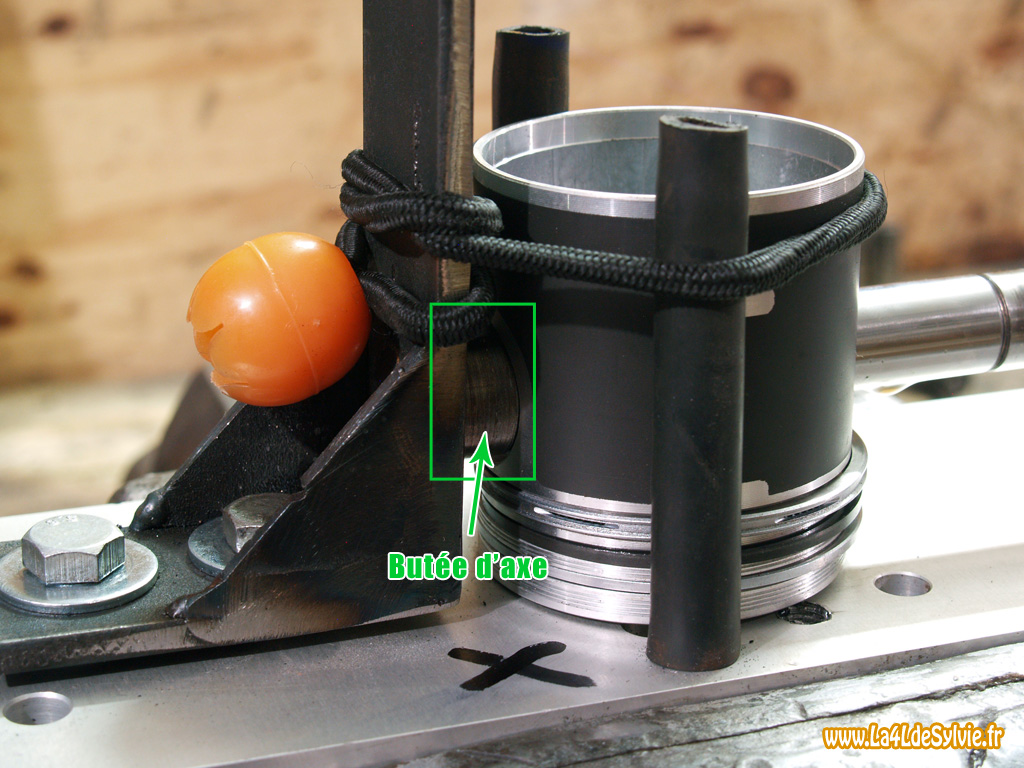 Le système le plus répandu (sur lequel je me suis appuyé pour fabriquer le mien) est très similaire à celui de Renault à 2 différences près :
Le système le plus répandu (sur lequel je me suis appuyé pour fabriquer le mien) est très similaire à celui de Renault à 2 différences près :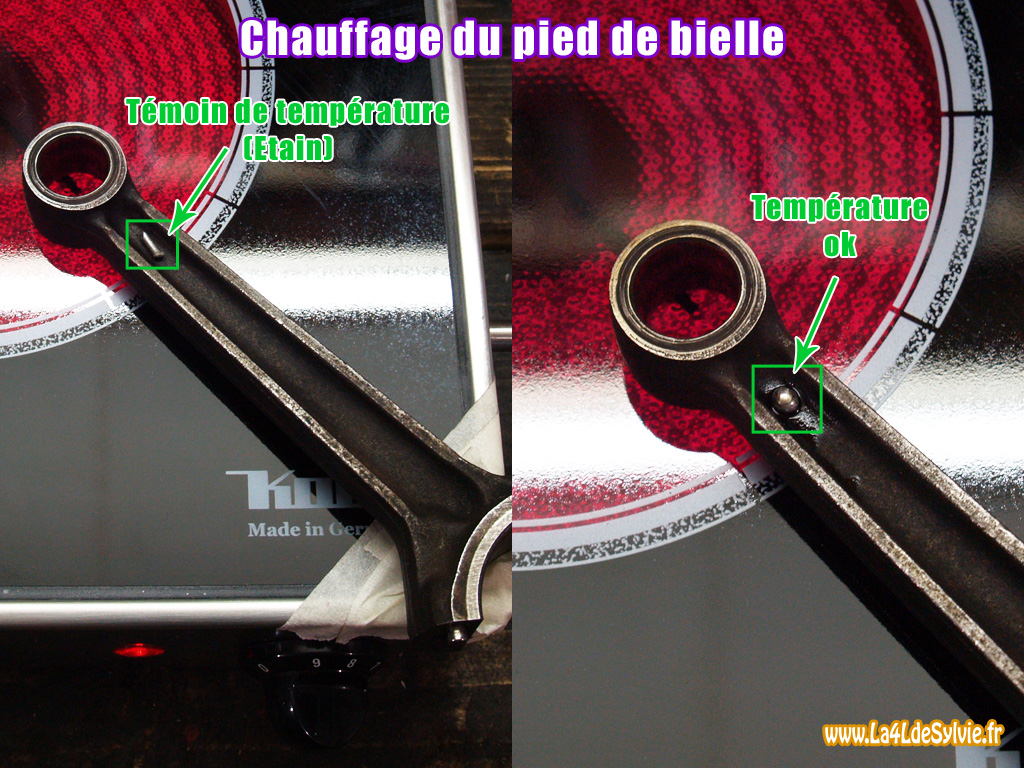 Chauffer le pied de bielle à une température d'environ 250°C. Afin de s'assurer d'avoir atteint la bonne température, positionner un morceau d'étain dont le point de fusion est d'environ 250°C sur la base du pied de bielle.
Chauffer le pied de bielle à une température d'environ 250°C. Afin de s'assurer d'avoir atteint la bonne température, positionner un morceau d'étain dont le point de fusion est d'environ 250°C sur la base du pied de bielle. Les pistons que j'ai acheté chez Aprotec France proposent la possibilité de monter les bielles avec 2 solutions de montage (axe serré sur la bielle comme à l'origine ou axe libre). Cette proposition a été motivée par la difficulté de montage des axes serrés sur la bielle rencontré par les clients.
Les pistons que j'ai acheté chez Aprotec France proposent la possibilité de monter les bielles avec 2 solutions de montage (axe serré sur la bielle comme à l'origine ou axe libre). Cette proposition a été motivée par la difficulté de montage des axes serrés sur la bielle rencontré par les clients.
 Déposer la rampe de culbuteur en retirant les 2 vis et les 2 écrous de fixation.
Déposer la rampe de culbuteur en retirant les 2 vis et les 2 écrous de fixation.

 Retirer le circlip à l'une des extrémités de la culasse. En fonction du modèle il peut s'agir d'une goupille cavalier ou d'un circlip type E.
Retirer le circlip à l'une des extrémités de la culasse. En fonction du modèle il peut s'agir d'une goupille cavalier ou d'un circlip type E.

 Déposer ensuite les différents éléments (ressorts, culbuteurs, paliers) en notant bien leurs emplacements sur la rampe.
Déposer ensuite les différents éléments (ressorts, culbuteurs, paliers) en notant bien leurs emplacements sur la rampe.

 Commencer par compresser les ressorts à l'aide d'un lève soupapes afin de retirer les clavettes demi-lune.
Commencer par compresser les ressorts à l'aide d'un lève soupapes afin de retirer les clavettes demi-lune.
 Retirer ensuite le ressort et sa coupelle ainsi que la rondelle d'appui inférieure.
Retirer ensuite le ressort et sa coupelle ainsi que la rondelle d'appui inférieure.
 Pour finir déposer la soupape.
Pour finir déposer la soupape. Si besoin procéder à un rodage des soupapes.
Si besoin procéder à un rodage des soupapes.
 Reposer les soupapes, les rondelles d'appui, les ressort et leurs coupelles, puis à l'aide d'un lève soupape reposer les clavettes demi-lune.
Reposer les soupapes, les rondelles d'appui, les ressort et leurs coupelles, puis à l'aide d'un lève soupape reposer les clavettes demi-lune.
 Après avoir nettoyé les orifices de circulation d'huile de la rampe, remonter les différents éléments dans le sens inverse de la dépose.
Après avoir nettoyé les orifices de circulation d'huile de la rampe, remonter les différents éléments dans le sens inverse de la dépose.

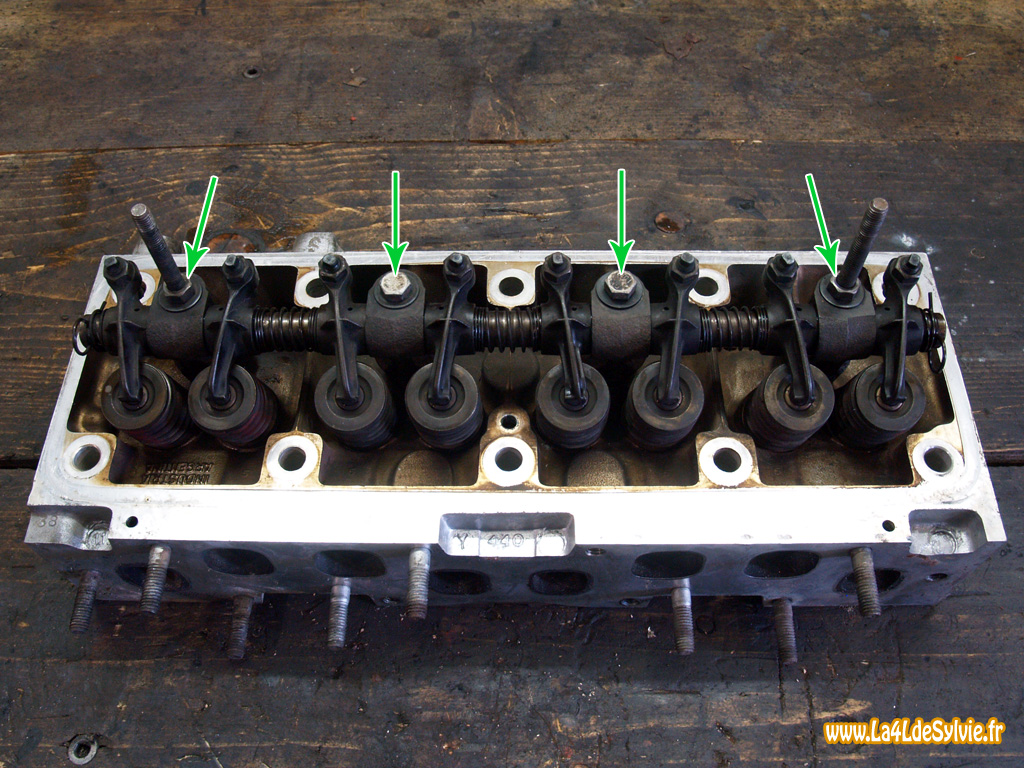
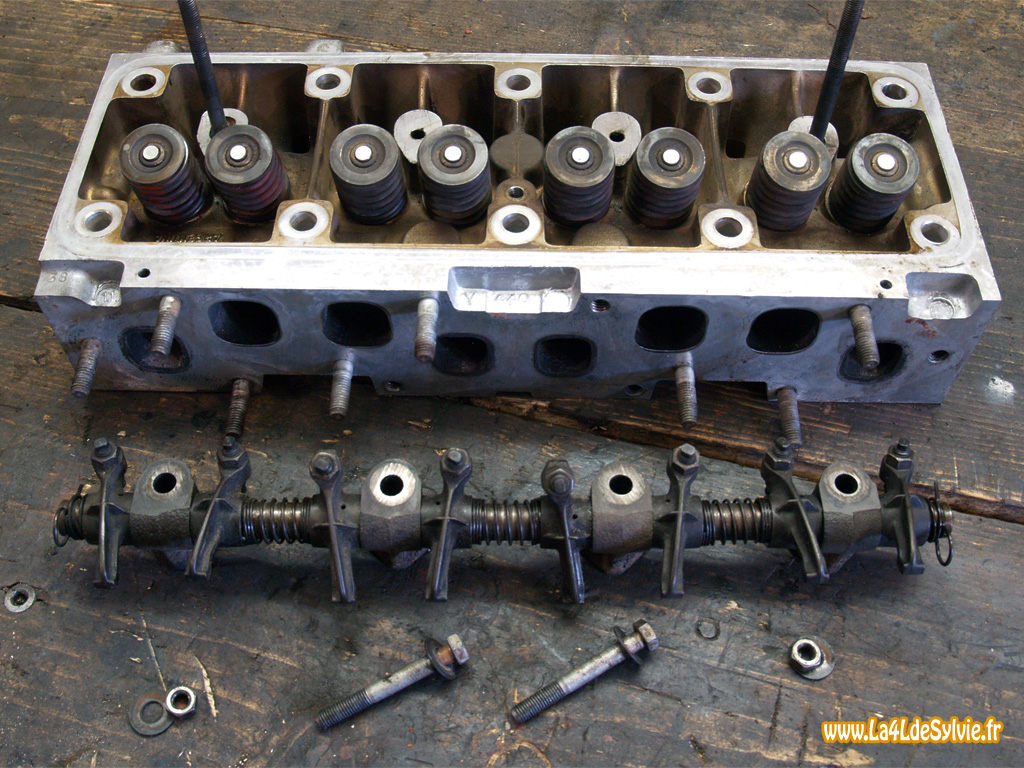 Déposer la rampe de culbuteur en retirant les 2 vis et les 2 écrous de fixation.
Déposer la rampe de culbuteur en retirant les 2 vis et les 2 écrous de fixation.
 Retirer le circlip à l'une des extrémités de la culasse. En fonction du modèle il peut s'agir d'une goupille cavalier ou d'un circlip type E.
Retirer le circlip à l'une des extrémités de la culasse. En fonction du modèle il peut s'agir d'une goupille cavalier ou d'un circlip type E.
 Déposer ensuite les différents éléments (ressorts, culbuteurs, paliers) en notant bien leurs emplacements sur la rampe.
Déposer ensuite les différents éléments (ressorts, culbuteurs, paliers) en notant bien leurs emplacements sur la rampe.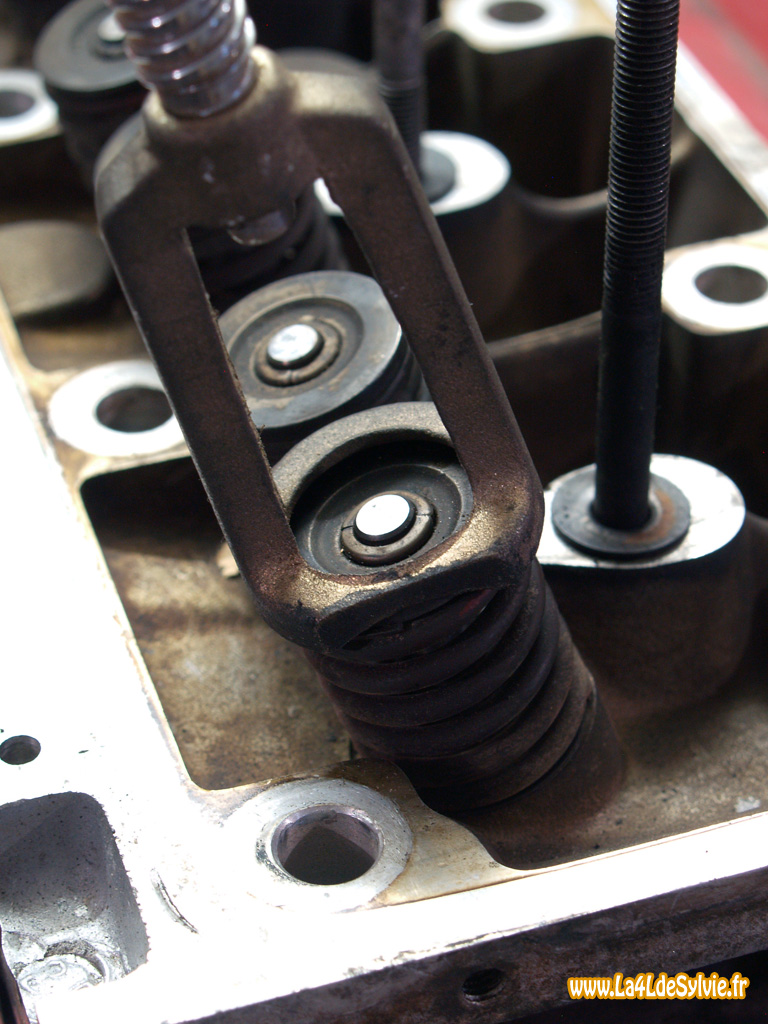
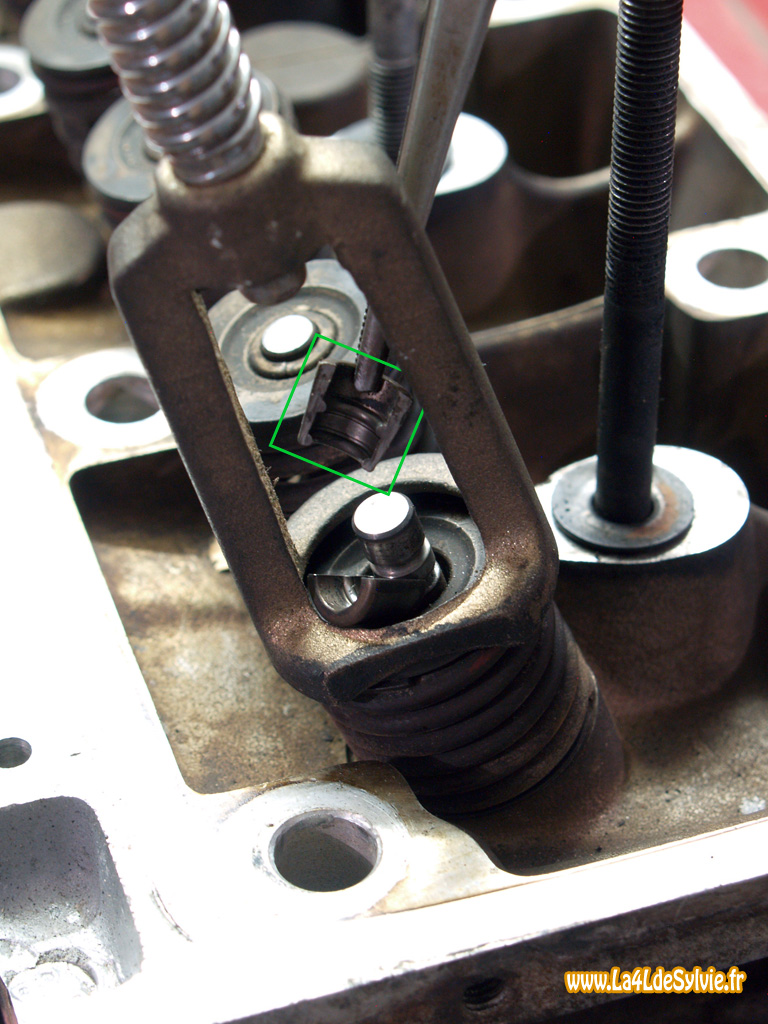 Commencer par compresser les ressorts à l'aide d'un lève soupapes afin de retirer les clavettes demi-lune.
Commencer par compresser les ressorts à l'aide d'un lève soupapes afin de retirer les clavettes demi-lune.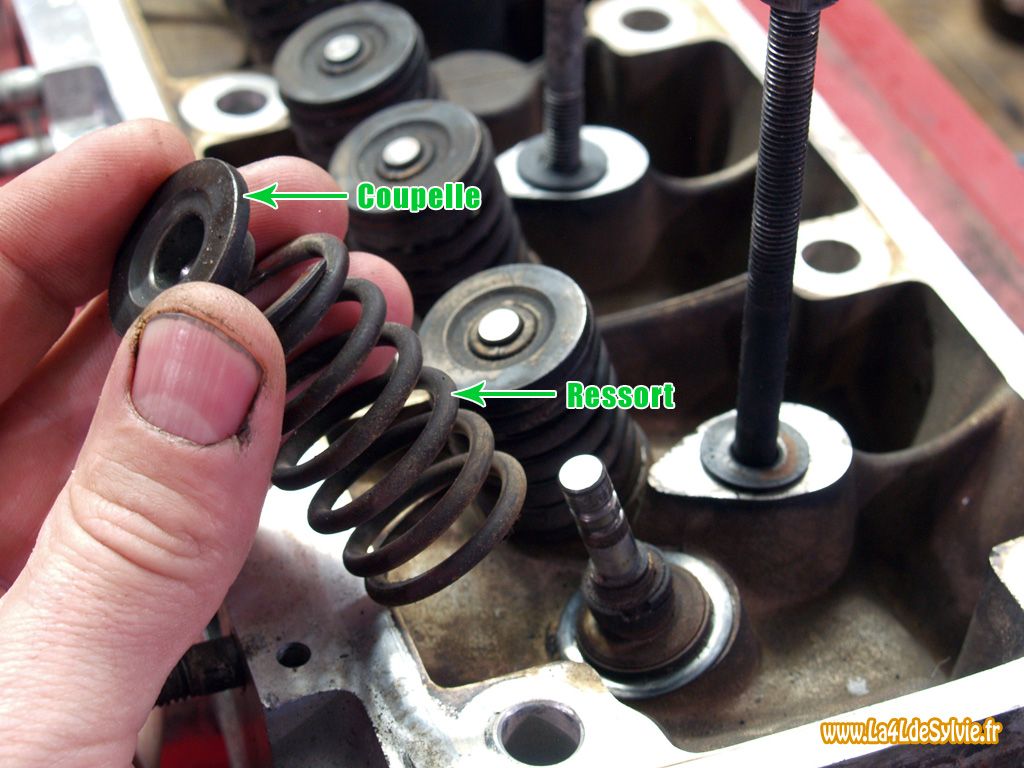
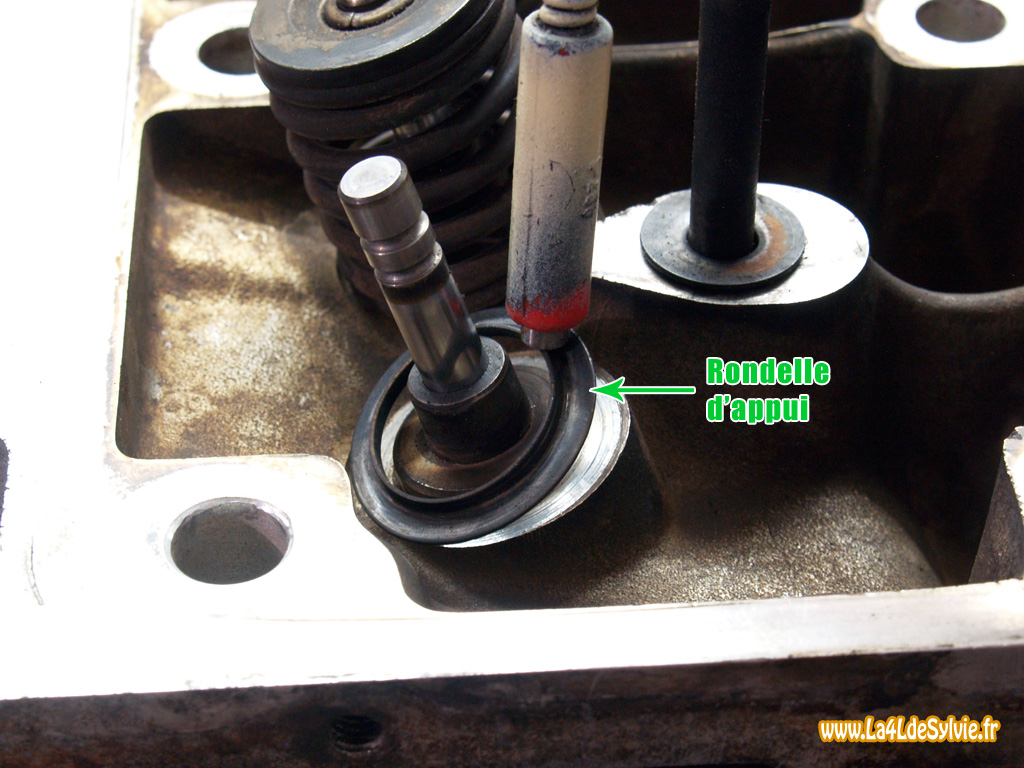 Retirer ensuite le ressort et sa coupelle ainsi que la rondelle d'appui inférieure.
Retirer ensuite le ressort et sa coupelle ainsi que la rondelle d'appui inférieure. Pour finir déposer la soupape.
Pour finir déposer la soupape. Si besoin procéder à un rodage des soupapes.
Si besoin procéder à un rodage des soupapes.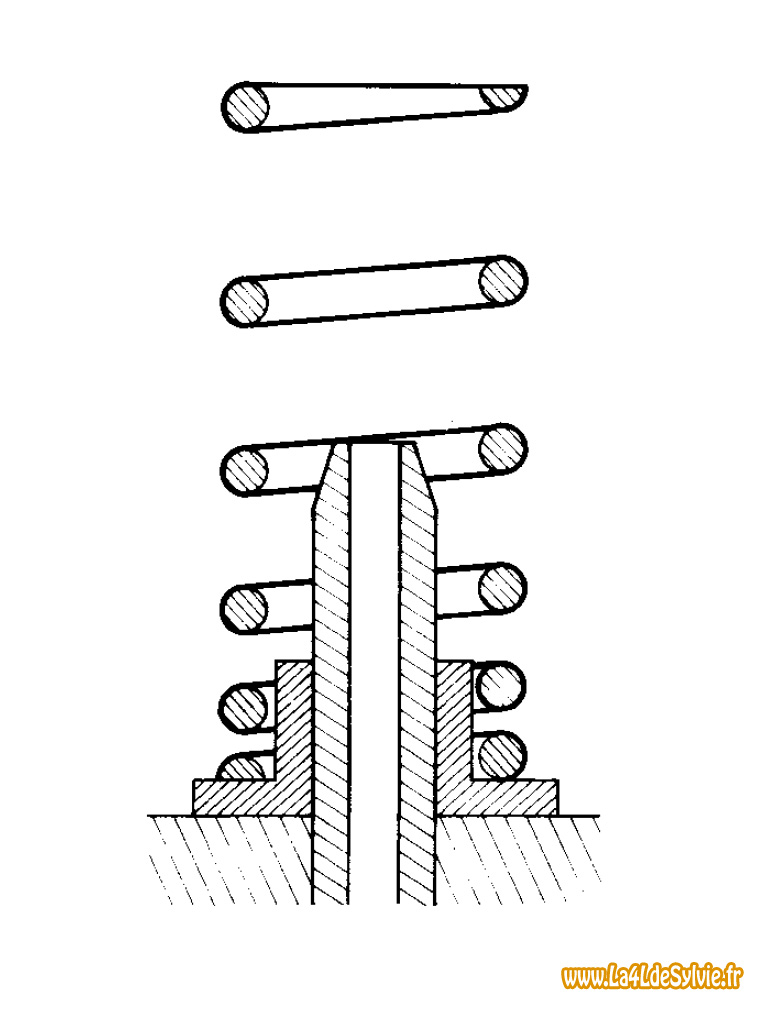 Reposer les soupapes, les rondelles d'appui, les ressort et leurs coupelles, puis à l'aide d'un lève soupape reposer les clavettes demi-lune.
Reposer les soupapes, les rondelles d'appui, les ressort et leurs coupelles, puis à l'aide d'un lève soupape reposer les clavettes demi-lune.
 Après avoir nettoyé les orifices de circulation d'huile de la rampe, remonter les différents éléments dans le sens inverse de la dépose.
Après avoir nettoyé les orifices de circulation d'huile de la rampe, remonter les différents éléments dans le sens inverse de la dépose.